









Für die Bearbeitung von Serien wie auch Kleinstmengen bis hin zu Stückzahl 1 setzt der Pflege- möbelhersteller Stiegelmeyer auf ein flexibles Bearbeitungszentrum von IMA. Von anspruchsvollen Massivholzteilen bis hin zur Bearbeitung von Plattenwerkstoffen inklusive Kantenanleimen reicht das vielfältige Teilespektrum, das im Dreischichtbetrieb auf der Maschine gefertigt wird.
Pflegemöbel, Systemlösungen für Rehabilitation und Pflege, so bezeichnet die Stiegelmeyer & Co. GmbH mit Sitz in Herford die Produkte ihres Werkes in Nordhausen, Thüringen. Neben der geforderten Ergonomie, die sich besonders am Bett in aufwändiger Technik äußert – Heben, Senken, Schrägstellen und Schwenken, Fahren und Feststehen, um nur einige Funktionen zu nennen – und der Effizienz der medizinischen Pflege soll auch die Ästhetik der Möbel nicht zu kurz kommen. Immerhin verbringen Menschen oft eine sehr lange Zeit in Pflegeeinrichtungen.
Ein ansprechendes Äußeres der Möbel, gepaart mit Komfort und praxisgerechter Technologie hilft, dass sich sowohl der pflegebedürftige Mensch als auch das Pflegepersonal und die Besucher wohlfühlen. Warme, ansprechende Hölzer umgeben deshalb die aufwändige Technik und bringen eine eher häusliche Anmutung.
Neben der Praxis sind es die unterschiedlichsten medizingesetzlichen Forderungen, die auf die Ausführung der Möbel großen Einfluss haben. Festigkeiten, Gefahrenfreiheit und Hygiene bestimmen Materialien und deren Abmessungen, Design und technische Funktionen die Bearbeitungen.
Vielfältige Bearbeitungen von Platte und Massivholz
Für die Vielzahl der unterschiedlichen Bauteile aus Massivholz oder Plattenwerkstoffen unter Berücksichtigung der Fertigungskosten sah der Geschäftsführer des Stiegelmeyer-Werkes in Nordhausen, Dipl.-Ing. Herbert Hoppe, nur ein Bearbeitungszentrum als wirtschaftliche Lösung. „Ein System für alle anfallenden Aufgaben, diese Maschine aber rund um die Uhr betreiben – nur so können wir dem Wettbewerbsdruck standhalten“, kommentiert er. Für dieses Zentrum der mechanischen Bearbeitung fand er in der Bima 310 V der IMA Klessmann GmbH, Lübbecke, eine geeignete Lösung.
Die eher handwerkstypischen Forderungen nach Universalität sind in der Maschinenausrüstung gegeben: Die auf Stabilität, langlebige Präzision und auch auf hohe Leistung ausgelegte Maschine verkraftet auch den bei Stiegelmeyer mit seinen immerhin 100 Mitarbeiterinnen und Mitarbeitern geforderten 3-Schicht-Betrieb.
Geformte Einzelteile wie Betthäupter oder Tischplatten werden aus furnierten Spanplatten oder Sperrholz hergestellt. Die Formatbearbeitung und das Kantenanleimen erfolgen auf den Vakuumspannkonsolen der Bima 310 V. Die LED-Rüsthilfe zeigt dabei genau die Positionen für Vakuumsauger und Konsolen an. Damit ist die Maschine auch für kleine Losgrößen schnell und sicher eingerichtet. An die bis zu 32 mm dicken Spanplatten sind bis zu 2 mm dicke PP- oder ABS-Kanten anzuleimen, wobei Fugenschluss und Klebequalität die hohen Anforderungen hinsichtlich der Reinigungs- und Hygienebehandlungen erfüllen.
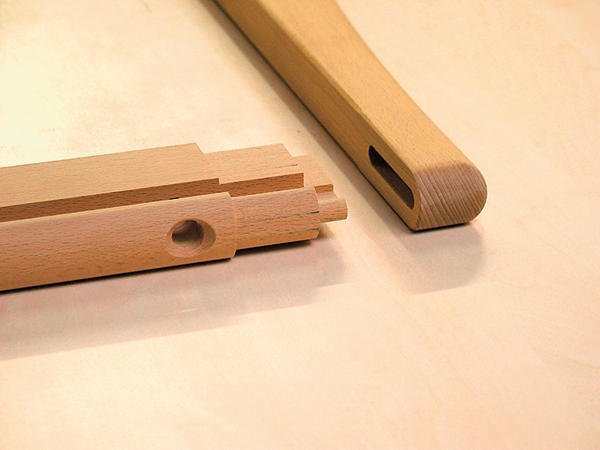
Besonderes Augenmerk richtet Stiegelmeyer auf die Maßhaltigkeit und Fräsqualität der Einzelteile aus massiver Buche. Radien, schräge Flächen und spezielle Konturen sind so genau zu fräsen, dass zusammengesetzte Elemente nicht „beigeschliffen“ werden müssen. Zapfen und Ausfräsungen müssen spielfrei ineinander zu stecken sein, gefräste Nuten die eingelegten Führungsprofile passgenau aufnehmen. Beim holzgerechten Fräsen mit zwei Profilfräsern in beiden Drehrichtungen sind Ansätze nicht zu fühlen und zu sehen. Diese hohen Qualitätsanforderungen kann die Bima 310 V durch die Präzision ihrer Maschinenführungen, die spielarmen Vorschubantriebe und die vibrationsfreie, kräftige Frässpindel erfüllen.
Die vier beidseitig angeordneten Konsolen nehmen für die Massivholzbearbeitung spezielle Werkstückspanner auf. Die groß bemessenen pneumatischen Druckzylinder spannen die rohen, ober- und unterseitig geschliffenen und fertig kalibrierten Holzteile auf die Unterlage. Sehr schmale, aber in der Regel 900 bis 1100 mm lange Werkstücke, zum Beispiel Griffleisten, erfordern sehr knapp bemessene Spanneinrichtungen, die kraftvoll, – aber ohne Oberflächenmarkierungen zu hinterlassen – zufassen müssen. Damit sowohl schmale als auch breite Werkstücke so gut wie möglich aufliegen, sind die Auflageflächen der Spanneinrichtungen in der Breite, also entsprechend der Abmessung in X-Richtung, einstellbar.
Arbeitsablauf in zwei Aufspannungen
Der Arbeitsablauf für die allseitig zu bearbeitenden Werkstücke sieht als Erstes das Spannen und Bearbeiten auf der linken Maschinenseite vor. Anschließend werden alle Werkstücke entsprechend gewendet oder gedreht, auf der rechten Maschinenseite eingespannt und fertigbearbeitet. Die hohe Positionsgenauigkeit der Maschine lässt es zu, dass auch ineinander übergehende Bearbeitungen auf diese Weise präzise ausgeführt werden.
Für das gesamte Aufgabenspektrum sind eine ganze Reihe Werkzeuge erforderlich. IMA hat deshalb eine verteilte Werkzeugbereitstellung gewählt. Neben dem üblichen 18-fach-Werkzeugmagazin am Support verfügt die Maschine über zwei weitere 18-fach-Werkzeugmagazine. Sie sind Platz sparend links der Maschine und oberhalb des Spänebandes angeordnet. Aus diesen Magazinen holt sich die Maschine die für einen neuen Bearbeitungsauftrag zusätzlich nötigen Werkzeuge und Adapter und bringt sie in dem mitfahrenden Magazin unter. Aus diesem bedient sie sich während der Bearbeitung. Die Aufteilung in Vorrats- und Betriebsmagazin bringt den Vorteil, dass der Support nicht mit dem hohen Gewicht eines 50 oder 60 Werkzeuge umfassenden Magazines belastet wird. Der Bediener muss sich auch nicht bei jedem Wechsel der Bearbeitungsaufgaben um das Bereitstellen der erforderlichen Werkzeuge kümmern. Im ImaWOP wird speziell bei der Massivholzbearbeitung nur ein einziges Werkstück programmiert. Für den gesamten Arbeitsablauf an allen bis zu 8 eingespannten Werkstücken zerlegt die Software das Programm in links und rechts erfolgende Bearbeitungen, fasst sie für die links und rechts eingespannten Werkstücke zusammen und führt die Arbeitsgänge mit den einzelnen Werkzeugen immer an allen eingespannten Teilen nacheinander aus. Z-Bewegungen in eine Sicherheitsposition, wie sie typisch wären, würde man nur die Unterprogramme für ein einzelnes Werkstück per Nullpunktverschiebung viermal ablaufen lassen, werden eingespart. Besonders stark nutzt der Programmierer Rechenoperationen, um das Programm variabel für sich ändernde Abmessungen einsetzen zu können. Kurven, Radien, Schrägen und Breiten ändern sich bei anderen Grundabmessungen entsprechend der mathematischen Funktionen automatisch.
Gut ausgelastet für schnellen Umschlag
Wie bereits beschrieben, lastet Stiegelmeyer die Maschine im Dreischichtbetrieb mit mehr als 100 000 Massivholzteilen und ca. 30 000 Plattenwerkstücken aus. Dabei muss die umfangreiche Bearbeitung mit teilweise bis zu 10 eingesetzten Werkzeugen berücksichtigt werden. Vor dem Einsatz der Bima 310 V lag der Schwerpunkt auf handwerklichen Fertigungsmethoden und beim Zukauf mit gut gefüllten Lägern. Die schnelle Umrüstbarkeit der Maschine ermöglicht die drastische Verkleinerung der Losgrößen serienorientierter Bauteile und die bedarfsgenaue Herstellung für Kleinserien und Sonderanfertigungen.
Der Vorlauf der Fertigung gegenüber der Montage ist auf wenige Stunden bemessen, eine Lagerung über den Kommissionsbedarf hinaus erübrigt sich. Die organisatorische Zusammenfassung der Bereiche „Vorfertigung“ mit Kehlmaschine, Flächenschleifer und Bima-Bearbeitungszentrum und der Lackierabteilung hat sich als besonders effektiv gezeigt.
Nach erfolgter Lackierung und dem Zusammenbau entstehen aus den Holzbaugruppen und den technisch sehr anspruchsvollen Grundgestellen die Pflegebetten. Mit ihrer wohnlichen Optik unterscheiden sie sich deutlich von den nüchtern-zweckmäßigen, aber nicht minder technischen Klinik-Betten, die im 1899 gegründeten Stammwerk in Herford produziert werden. Jedes Bett der beiden Produktlinien wird als Medizin-Erzeugnis einer strengen, zertifizierten und dokumentierten Prüfung nach den technischen Regeln und Gesetzen unterzogen. (Horst Windmann) ■
Teilen:








{kind=link}