





„Wer am Standort Deutschland produziert, muß rationell denken und handeln. Das Beste ist gerade gut genug, wenn es um Maschinen und Werkzeuge geht.“ Diese Feststellung trifft auch für die Holz- und Kunststoffbearbeitung zu. Das auf der Ligna vieldiskutierte Stichwort dazu lautet „Hochgeschwindigkeitsbearbeitung“. Drehzahlen bis zu 40 000 pro Minute stellen indes eine neue Herausforderung an die Schnittstelle Maschine-Werkzeug. Die sogenannte „Kraftschrumpftechnik“ könnte dafür eine Lösung sein.
Von Dr. H.-J. Gittel*
Hochgeschwindigkeitsbearbeitung erfordert:
Konventionelle Metallbearbeitung heißt, das zu schneidende Material vor der Schneide zu verformen, bis sich ein Riß bildet, der vor der Schneide herläuft. Das Material berührt die Schneide dabei erst einige Zehntel Millimeter hinter der Schneidkante und verursacht den bekannten Kolkverschleiß. Dieser Prozeß begrenzt die Schnittgeschwindigkeiten auf maximal die Rißausbreitungsgeschwindigkeit und die liegt z. B. für Stähle bei etwa 0,2 bis 1 m/s und für Aluminium bei ca. 2 bis 10 m/s. Die Rißausbreitung ist auch in der Holzbearbeitung bekannt, wir nennen sie Vorspaltung und versuchen sie üblicherweise zu vermeiden, indem wir mit höheren Schnittgeschwindigkeiten arbeiten. So werden für die Bearbeitung von Holz und Holzwerkstoffen Schnittgeschwindigkeiten von 40 bis 120 m/s und die Aluminiumbearbeitung 15 bis 90 m/s empfohlen. Das heißt kurz gesagt: Holzbearbeitung ist (fast) immer Hochgeschwindigkeitsbearbeitung.
Hochleistungsbearbeitung stellt hohe Anforderungen
Nun sind hohe Schnittgeschwindigkeiten natürlich niemals Selbstzweck, sondern mehr oder weniger ein Synonym für höhere Vorschübe und niedrigere Bearbeitungszeiten – also höhere Bearbeitungsleistungen. Wir sollten uns deshalb den Begriff Hochleistungsbearbeitung zu eigen machen, der den umfassenderen und zutreffenderen Ansatz enthält, da er alle Technologien und Nebenzeiten mit einschließt.
Dennoch gibt es auch in der Holzbearbeitung noch Bedarf an höheren Schnittgeschwindigkeiten bzw. Drehzahlen. Insbesondere auf Bearbeitungszentren gestatten Spindeldrehzahlen über 30 000 U/min erstmals, mit Werkzeugen im Durchmesserbereich 25 mm und kleiner in die Nähe der empfohlenen Schnittgeschwindigkeiten zu kommen. Zum einen verbessert sich dadurch in der Regel die Schnittqualität und zum anderen ermöglicht eine Verdoppelung der Drehzahl auch eine Verdoppelung des Vorschubes.
Natürlich sind hohe Drehzahlen an einem Bearbeitungszentrum nicht unproblematisch. Jede Spindel hat Eigenfrequenzen, die durch den bloßen Anbau einer Masse, z. B. eines Spannsystems mit Werkzeug automatisch verringert werden. Das kann dazu führen, daß sich bereits im Betriebsdrehzahlbereich Resonanzen ergeben, was ein hohes Risiko darstellt. Eine weitere Fehlerquelle sind die im System vorhandenen Unwuchten. Dabei wird nur ein kleiner Teil durch das Werkzeug selbst eingetragen. Mindestens ebenso große Anteile Unwucht ergeben sich durch die unvermeidlichen Einspannungsgenauigkeiten an den Schnittstellen Spannsystem/Werkzeug und Maschine/Spannsystem.
Problem „Drehzahlfestigkeit“
Eine optimale Lösung stellt die Verwendung monolithischer Werkzeuge (z. B. Werkzeuggrundkörper mit angearbeiteter HSK-Schnittstelle) dar, die allerdings unzumutbar teuer ist, da nach Verschleiß des Werkzeuges die teure Schnittstelle mit verschrottet wird. In der Metallbearbeitung werden häufig Schrumpffutter benutzt. Da diese in unserer Branche nicht üblich sind, werden sie zunächst hohe Systemeinführungskosten verursachen und andererseits das Problem der hohen Anbaumasse nicht lösen, da sie relativ schwer sind.
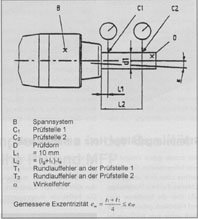
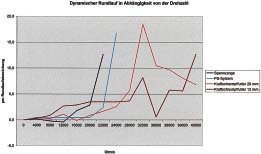
Hydrodehnspannfutter, wie das Leuco PS-System, sind zwar ausreichend genau, verursachten aber aufgrund ihrer hohen Eigenmasse bei Erprobungen bei 23 000 bzw. 28 000 U/min Spindelresonanzen. Die ebenfalls erprobten Spannzangen zeigten deutlich, daß sie bei Drehzahlen ab etwa 22 000 U/min nicht mehr in der Lage sind, einen Schaft in der vorgesehenen Position zu halten. Zur Ermittlung des dynamischen Rundlaufes kam die in pr EN 847-2 vorgesehene Anordnung zur Anwendung. Nun wurde berührungslos und nicht nur statisch, sondern mit steigender Drehzahl gemessen sowie der Rundlauffehler der Spindel kompensiert.
Ausgangstheorie war, daß es für jedes Spannsystem eine Drehzahl gibt, bei der dieses durch Fliehkraft und/oder Unwucht nicht mehr in der Lage ist, eine Verlagerung des eingespannten Werkzeuges bzw. Meßdornes zu verhindern. Das verursacht weitere Kräfte bzw. Verlagerungen und das Werkzeug „knickt aus“.
Die mangelnde Drehzahlfestigkeit der bekannten Spannsysteme stellte eine große Herausforderung dar. Ein neues Spannsystem sollte viel leichter als alle bekannten sein, eine vergleichbare Steifigkeit zum Hydrodehnspannfutter aufweisen, mit Blick auf das Fünfachsfräsen eine möglichst geringe Störkontur aufweisen und mit Rücksicht auf das Spindelfrontlager nicht zu lang auskragen.
Spannsystem mit Kraftschrumpftechnik
Gemeinsam mit einem Spannsystemhersteller der Metallbearbeitung wurde nach dieser Aufgabenstellung ein Spannsystem mit einem neuen Wirkprinzip entwickelt – der Kraftschrumpftechnik. Kern der Kraftschrumpftechnik ist die Innenkontur in Form eines sphärischen Dreieckes. Durch Druck auf die Spitzen des Dreieckes wird dieses zu einem Kreis verformt, dessen Durchmesser etwas größer ist, als der des größten in das Dreieck passenden Kreises. In diese Öffnung wird der Werkzeugschaft eingeführt. Nach Entlastung des Systems „schließt“ es sich und spannt den Schaft an drei Linien mit sehr hoher Anpreßkraft.
In ersten Tests bewies diese Technik, daß es möglich ist, mit einem solchen Spannsystem bei Drehzahlen bis 40 000 U/min zu Fräsen. Es reichte dabei in allen Fällen aus, nach bestehenden Leuco-Werksnormen ausgewuchtete Werkzeuge einzubauen, da die Einspannexzentrizität sehr klein ist. Diese Systeme wurden auf einer Homag BOF 41 mit HSC-Spindel (nmax 40 000 U/min) den gleichen Messungen des dynamischen Rundlaufes unterzogen, wie die bekannten Systeme. Wenn man eine Rundlaufabweichung von etwa 15 (m als Grenze für die Präzisionsbearbeitung betrachtet, ist es mit Ausnahme einer kleinen Resonanz des 20 mm-Futters bei 30 000 U/min möglich, präzise und sicher zu Fräsen.
Tests und Ergebnisse
Nachdem nun die ersten Maschinen mit Hochfrequenzspindeln am Markt installiert sind, werden in den nächsten Wochen die Erprobungen unter Betriebsbedingungen beginnen. Vorausgreifend kann schon heute gesagt werden, daß mit diesem Spannsystem eine Lösung zur erfolgreichen Anwendung der Hochfrequenzspindeltechnik zur Verfügung steht. Darüber hinaus bietet diese Technik durch die hohe Genauigkeit und die schlanke Kontur natürlich auch für Anwendungen mit üblichen Drehzahlen Vorteile. Geplant ist, diese Systeme für die Schaftdurchmesser 12 und 20 mm anzubieten.
Bedarf an höheren Schnittgeschwindigkeiten gibt es aber möglicherweise nicht nur an Bearbeitungszentren. Hochleistungsdurchlaufanlagen arbeiten heute mit Vorschüben von bis zu 180 m/min. Für übliche Zerspaner gilt aber, daß sie bei üblichen 6000 U/min pro m/min Vorschub etwa einen Zahn haben sollten. Bei einem maximalen Werkzeugdurchmesser von 250 mm lassen sich aber maximal etwa 72 Zähne anbringen. Das heißt, möglicherweise sind Kompromisse bei der Bearbeitungsqualität erforderlich. Lösungsansätze konnten eine höhere Drehzahl oder eine andere Zahngeometrie oder beides sein. Kernfrage war, wie wirken sich höhere Schnittgeschwindigkeiten auf den Spanbildungsprozeß aus.
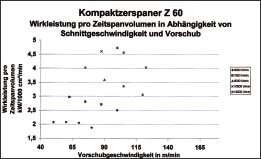
Die Untersuchungen wurden auf einem IMA Hochleistungsdoppelendprofiler mit Perske KSY Motoren mit 17 kW Leistung bei maximal 12 000 U/min (= 150 m/s Mach 0,5) mit einem LeucoDIA Kompaktzerspaner Z 60 mit marktüblichem Zeitspanvolumen ermittelt. Dazu wurden die Stromaufnahme (Leistungsaufnahme), der Lärmpegel und die Schwinggüte gemessen sowie die Kantenqualität beurteilt.
Grundsätzlich kann man sagen, daß die befürchtete starke Zunahme des Lärmpegels nicht eingetreten ist. Der Lärmpegel an der Kabine betrug bei 12 000 U/min mit dem Kompaktzerspaner 94 dB und mit dem PowerTec-Zerspaner 91 dB. Mit einem entsprechend – bestehender Leuco-Werksnormen – ausgewuchteten Werkzeug liegt auch die Schwinggüte des Motors bei 12 000 U/min unter 2 mm/s.
Allerdings ist bei Drehzahlen ab 9000 U/min mit Resonanzerscheinungen zu rechnen.
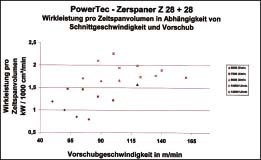
Im Gegensatz zur Bearbeitung von Massivhölzern steigt bei der Bearbeitung von Spanplatten der Leistungsverbrauch mit zunehmender Schnittgeschwindigkeit an. Erwartungsgemäß verhält sich dagegen der Energieverbrauch mit zunehmender Mittenspandicke – er sinkt. Einen sehr starken Einfluß übt die Zahngeometrie aus. Die Leistungsaufnahme des PowerTec-Zerspaners bei 12 000 U/min liegt in der Region der Leistungsaufnahme des Kompaktzerspaners bei 6000 U/min. Dadurch war es auch nicht möglich, mit dem Kompaktzerspaner Z 60 mehr als ca. 125 m/min Vorschub bei guter Schnittqualität zu fahren. Generell gilt für die Spanplattenbearbeitung, daß höhere Schnittgeschwindigkeiten nicht wie in der Metallbearbeitung zu sprunghaften Verbesserungen im Zerspanungsprozeß führen, aber zur Erzielung einer hohen Schnittgüte bei hohen Vorschubgeschwindigkeiten sehr hilfreich sein können und der Einfluß der Zahngeometrie deutlich größer ist, als der der Schnittgeschwindigkeit. n
Teilen:








{kind=link}