



Eine Studie im Auftrag der EU-Kommission brachte an den Tag, was wohl die meisten Anwender von Druckluftanlagen bereits ahnten: Das Optimierungs- und Energieeinsparpotenzial beim Einsatz dieser Technik ist erheblich. Nicht weniger als 30 Prozent der Energiekosten können im Schnitt in deutschen Betrieben eingespart werden.
Dipl.-Ing. Dirk Wollenhaupt, Energieagentur NRW, 42103 Wuppertal. Die Energieagentur NRW steht in Nordrhein-Westfalen ansässigen Betrieben mit Rat und Tat in allen Fragen der rationellen Energieverwendung, des Einsatzes von regenerativen Energien und der Förderung von Maßnahmen in diesen Bereichen unentgeltlich zur Verfügung.Kontakt:Tel 02 02/2 45 52-0, Fax ~/2 45 52-30, www.ea-nrw.de
Die möglichen Einsparpotenziale sind in der Regel unabhängig von den Branchen, allerdings abhängig von der Betriebsgröße und damit den Nutzungsstunden der Druckluftanlage. Branchenspezifisch ist der Anteil der Druckluftkosten an den Gesamtenergiekosten des Betriebes. Dieser liegt in der Holz verarbeitenden Industrie bei ca. 10 Prozent. Trotz dieses nicht übermäßig großen Anteils gibt es bei Druckluftanwendungen einfache auch in Kleinbetrieben zu erschließende Optimierungspotenziale, die leicht zu Kosteneinsparungen im vierstelligen Bereich führen können und sich binnen ein bis zwei Jahren amortisieren.
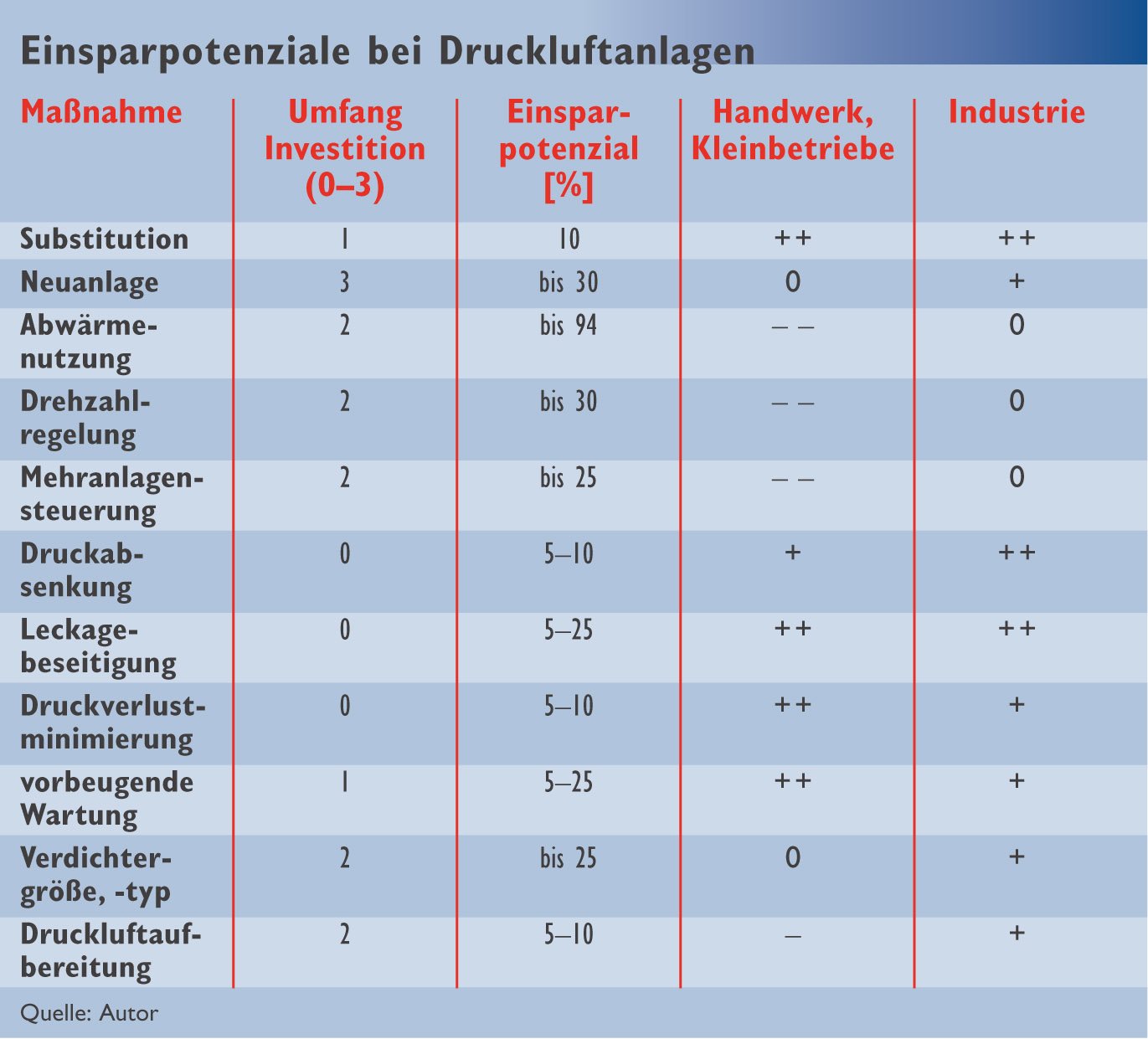
Aus Tabelle 1 ist ersichtlich, dass im Handwerk und in Kleinbetrieben insbesondere durch Maßnahmen in der Druckluftverteilung, durch Wartung und gegebenenfalls Substitution (Ersetzen) von Druckluftverbrauchern Energiekosten eingespart werden können.
Aufgrund der geringen Nutzungsstunden der Druckluftanlagen, die nicht über 2000 Stunden pro Jahr liegen dürften, sind also insbesondere solche Maßnahmen, die keine oder nur geringe Investitionen erfordern, von Interesse.
Ausschlaggebend für die gesamte Konzeption einer Druckluftanlage sind die jeweiligen Anwendungen. Daher beginnen die nachfolgenden Betrachtungen dort und enden bei der Drucklufterzeugung als letztem Glied in der Optimierungskette.
Neben den unbestrittenen Vorteilen der Druckluft wie Flexibilität, Schnelligkeit, exakte Regelbarkeit, Robustheit und relative Ungefährlichkeit im Umgang gibt es einen Faktor, der den Anwender den Einsatz von Druckluftanwendungen kritisch hinterfragen lassen sollte: Die Kosten. Bei einem Wirkungsgrad der Drucklufterzeugung von maximal 10 Prozent benötigt man demzufolge 10 kWh elektrischer Energie, um eine Arbeitsfähigkeit von 1 kWh in der Druckluft zu erzeugen. Verluste durch Leckagen und Druckabfälle können diese Bilanz weiter verschlechtern.
Muss es wirklich ein Druckluftwerkzeug sein?
Vor diesem Hintergrund sollten alle Druckluftanwendungen kritisch betrachtet werden. Wie bereits erwähnt, kann ein Einsparpotenzial von ca. 10 Prozent durch Substitution (Ersetzen) von Druckluftanwendungen erschlossen werden (Tabelle 1).
In Betrieben der Holz verarbeitenden Industrie findet die Druckluft vor allen Dingen Anwendung bei Kleinmaschinen (Heften, Nageln, Bohren, Schrauben, Schleifen), zum Reinigen (Abblasen), in Steuer- und Regeleinrichtungen oder beim Pressen (z. B. Zylinder in Rahmenpressen).
Für Anwendungen wie z. B. das Bohren, Schrauben oder Schleifen gibt es elektrische Alternativen. Und den Arbeitsplatz reinigt man besser mit Besen und Kehrschaufel statt die Verschmutzung nur mittels Druckluftpistole in der gesamten Werkstatt zu verteilen.
Am Beispiel eines Exzenterschleifers seien die Energiekosten einer elektrischen und einer Druckluft-Anwendung gegenüber gestellt. Bei vergleichbaren Rahmenbedingungen (3 mm Schleifhub, ca. 16 000 Arbeitshübe/min, 150 mm Schleifteller-Durchmesser, zwei Nutzungsstunden/Tag) entstehen durch den elektrischen Exzenterschleifer mit 310 Watt Leistungsaufnahme jährliche Energiekosten von knapp 15 Euro bei einem Strompreis von 0,1 Euro/ kWh. Dem stehen beim Druckluft-Exzenterschleifer mit einem Luftverbrauch von 390 l/min bei 6 bar Jahresenergiekosten von gut 100 Euro gegenüber.
Diese 100 Euro treffen allerdings nur auf optimierte Netze zu. In Betrieben häufig anzutreffende Netze mit unnötigen Leckage- und Druckverlusten und mit unnötig hohen Verdichtungsverhältnissen führen schnell zu einer Verdopplung der Energiekosten. Der elektrische Exzenterschleifer verursacht dementsprechend Energiekosten, die nur maximal 15 Prozent denen des Druckluft-Exzenterschleifers entsprechen.
Sollten sämtliche Überlegungen im Betrieb dazu geführt haben, dass man sich auf Grund anderer Faktoren wie Wartungsintervalle, Robustheit, Gewicht, für eine Druckluftanwendung entschlossen hat, sollte man unbedingt darauf achten, dass die vorher teuer erzeugte und aufwendig aufbereitete Druckluft möglichst verlustfrei, was Menge, Druckniveau und Qualität anbelangt, zur Anwendung gelangt.
Das Druckluftnetz: Verlustfrei und dicht?
Erfahrungen der Energieagentur NRW haben gezeigt, dass mitunter Leckageverluste von bis zu 50 Prozent in den Druckluftnetzen der Betriebe auftreten. Am Beispiel des Exzenterschleifers würde das bedeuten, dass ohne jeglichen Mehrnutzen die Energiekosten dieser Anwendung auf gut 200 Euro hochschnellen würden.
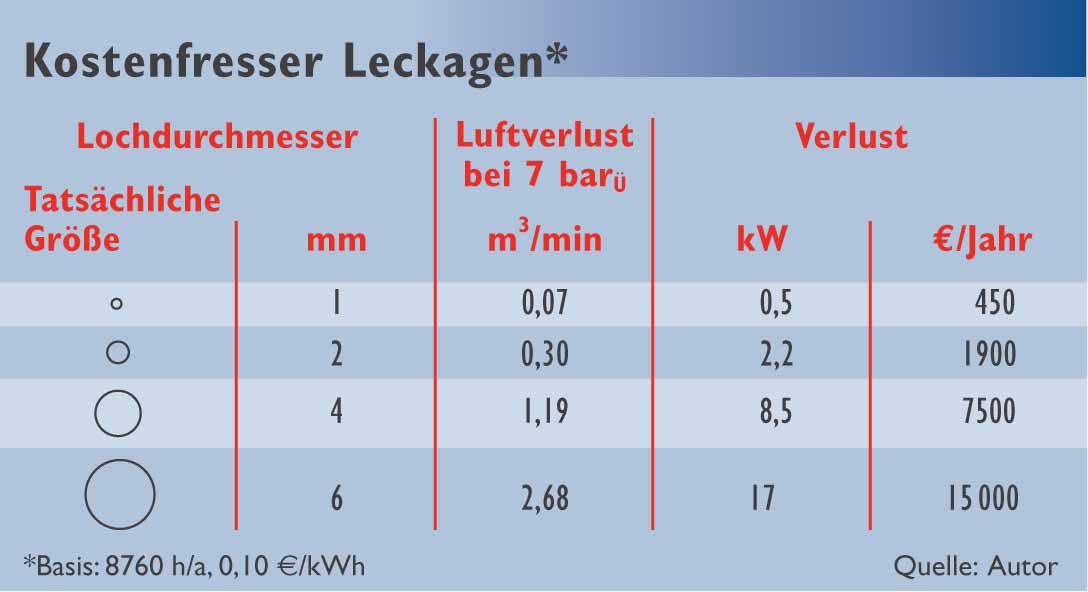
Werden die Kompressoren nach Feierabend nicht abgeschaltet, was dringend anzuraten ist, “arbeiten” die Leckagen rund um die Uhr an 365 Tagen oder 8760 Stunden im Jahr. Die daraus entstehenden Kosten und der Verlust an Kompressorleistung lassen sich aus Tabelle 2 ersehen. Löcher, die aufsummiert der Fläche eines 4 mm Loches entsprechen, pusten damit jährlich 7500 Euro nutzlos in die Umgebung.
Dies sollte Anlass genug sein, sich regelmäßig im eigenen Betrieb mit Leckagen zu beschäftigen. Erkannte Leckagen sollten umgehend beseitigt werden und nicht die Geräuschkulisse des Betriebes dauerhaft bereichern. Eine regelmäßige Überprüfung prädestinierter Stellen wie Anschlussstücke, Schläuche und Übergänge (insbesondere Gewindeübergänge) können mittels Seifenlösung oder Lecksprays auf Dich-tigkeit untersucht werden. Hilfreich dabei ist sicherlich das Wissen, dass insbesondere Schnellschluss-Kupplungen und Schläuche Verschleiß unterliegen und damit im Verlauf ihrer Nutzung zur Undichtigkeit neigen.
Ein weiterer Punkt der sich mit wenig Aufwand optimieren lässt, sind die Druckverluste. Druckverluste treten im Verteilungsnetz und insbesondere in den Geräteanschlüssen auf. Nicht erkannte Druckverluste führen dazu, dass die erforderlichen Betriebsdrücke an den Verbrauchern nicht mehr erreicht werden und es damit zu Einschränkungen in deren Arbeitsfähigkeit und/oder zu Qualitätseinbußen am Produkt kommt. Erkannte aber nicht behobene Ursachen für Druckverluste werden in der Regel dadurch kompensiert, dass der Verdichtungsenddruck der Kompressoren um den fehlenden Druck angehoben wird. Dies führt zu vermeidbaren Mehrverbräuchen von 6 – 10 Prozent pro 1 bar Druckerhöhung.
Druckverluste auf den letzten Metern vor dem Werkzeug sind in der Regel auf unpassende, nicht aufeinander abgestimmte Anschlussstücke, Leitungen und Schläuche zurückzuführen.
Es ist offensichtlich, dass Spiralschläuche mit inneren Durchmessern, die eher Strohhalmen als Transportmedien entsprechen, den benötigten Druckluftvolumenstrom nur auf Kosten erhöhter Strömungsgeschwindigkeiten und damit verbunden einem Verlust an statischem Druck zum Verbraucher transportieren können. Dies führt zu den bereits vorher genannten Auswirkungen auf die Qualität der verrichteten Arbeit.
Gleiches gilt für Schnellschlusskupplungen, in denen eine Kugel im Luftstrom schwebt und damit zu einer Querschnittsverengung mit den oben geschilderten Auswirkungen führt.
In beiden Fällen gilt, dass es bezahlbare Alternativen gibt. Bei den Schläuchen, wenn sie denn tatsächlich notwendig sind, kann ruhig die ein bis zwei Nummern größere Variante gewählt werden. Schnellschlusskupplungen, die einen vollen Querschnitt bieten und damit die Druckverluste erheblich minimieren, sind bereits am Markt erhältlich.
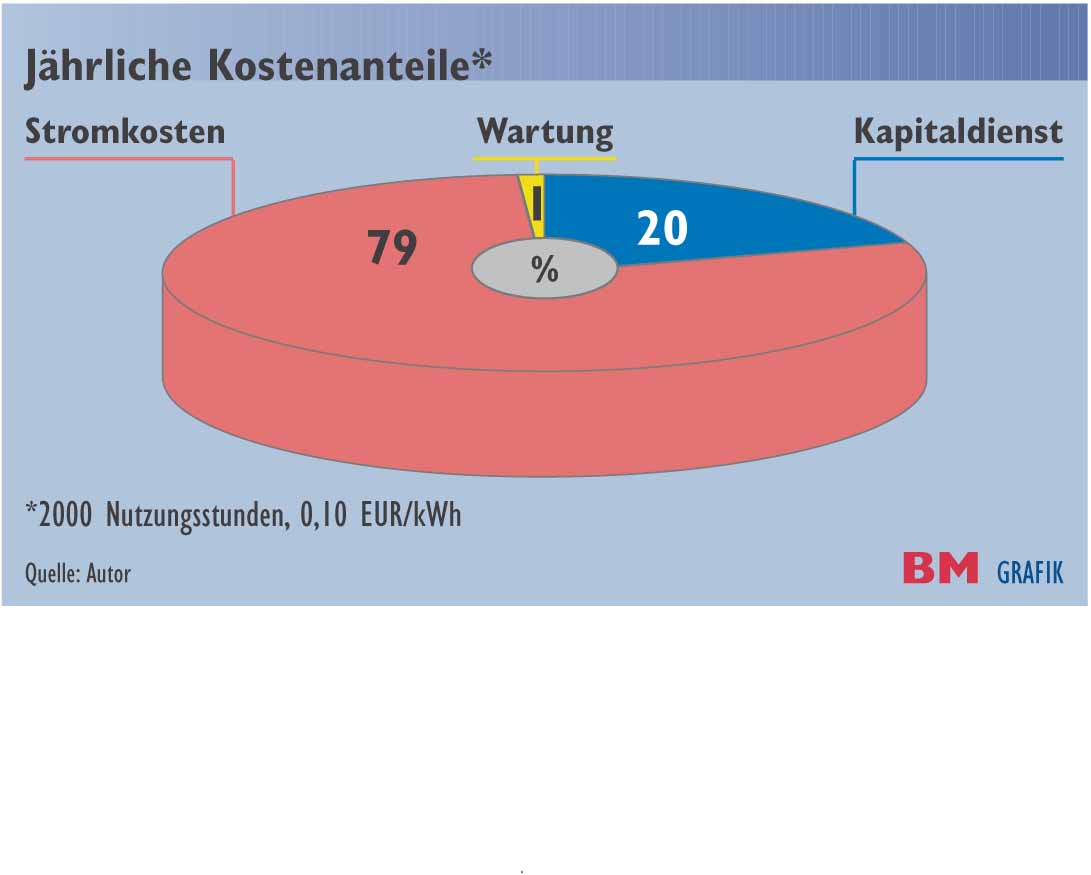
Beide Alternativen erfordern zwar höhere Investitionen, die sich allerdings erheblich relativieren, wenn man sich vor Augen führt, dass bei den zu erwartenden Nutzungsstunden und Strom-preisen im Handwerk die Kapitalkosten gerade einmal 20 Prozent der Gesamtkosten ausmachen, während der Löwenanteil von knapp 80 Prozent der Kosten auf die Energiekosten entfällt (siehe Diagramm).
In der Verteilung sollte auf möglichst geringe Leckagen und geringe Druckverluste geachtet werden. Letzteres ist durch weite Querschnitte, wenig Einbauten und Bögen und die Vermeidung von Flaschenhälsen sicherzu-stellen.
Druckluftaufbereitung und Verdichter
Die Druckluftaufbereitung dient dazu, die mit Partikeln, Öl und Wasser belastete Druckluft auf das für die Anwendungen erforderliche Qualitätsniveau zu bringen. Erste Aufbereitungsstufe ist der Ansaugfilter des Kompressors. Dieser sollte wie auch alle anderen Filterelemente regelmä-ßig gereinigt bzw. ausgetauscht werden. Über Gebühr zugesetzte Filterelemente führen zu vermeidbaren Druckverlusten. Druckdifferenz-Anzeiger an Filterelementen können hilfreiche Einrichtungen sein.
Verschmutzte Ansaugfilter füh-ren zu einer Reduzierung der angesaugten Luftmenge und einer Erhöhung des Druckverhältnisses, was bedeutet, dass der Kompressor bei entsprechendem Mehr-verbrauch länger laufen muss, um die erforderliche Luftmenge auf das benötigte Druckniveau zu verdichten. Die Mehrkosten können dabei 10 Prozent und mehr erreichen.
Die größten Einsparpotenziale bei der Erzeugung sind durch eine Anpassung des Verdichtungsenddruckes und durch vorbeugende Wartung zu erzielen.
Weiterhin sollte der Aufstellungsort des Kompressors mehr Beachtung finden als bisher in vielen Betrieben üblich. Schlechte Aufstellbedingungen, wie verschmutzte Umgebungsluft und hohe Temperaturen, führen zu unnötigen Mehrverbräuchen.
Wie bereits erwähnt, ist es empfehlenswert, den Kompressor nach Feierabend außer Betrieb zu nehmen. Neben dem Kompressor sollte auch darauf geachtet werden, dass der Kältetrockner nach Feierabend abgeschaltet wird, da dieser ansonsten in den Nachtstunden mit sich selbst beschäftigt ist und immer wieder nutzlos auf Betriebstemperatur herunterkühlt. Das Ab- und Zuschalten sowohl des Kompressors als auch des Trockners erfolgt sinnvollerweise mit einer Zeitschaltuhr. Dies ist insbesondere für den Trockner zu empfehlen, damit die Möglichkeit besteht diesen vor Betriebsbeginn einzuschalten, um sicherzustellen, dass er beim ersten Druckluftbedarf bereits seine Betriebstemperatur erreicht hat.
Eine endgültige Entscheidung welche Verdichterbauart die effizientere ist, lässt sich nur vor Ort anhand der Struktur der Druckluftabnahme treffen. Insbesondere in Kleinbetrieben, in denen Druckluft nur sporadisch genutzt wird, hat der Kolbenkompressor seine Berechtigung.
Bei kontinuierlichem Druckluftverbrauch hat sicherlich der Schraubenkompressor gegenüber dem Kolbenkompressor erhebliche Vorteile aufzuweisen.
Für welche Verdichterbauart man sich auch immer entscheidet, vom Verzicht auf einen Druckluftspeicher kann nur abgeraten werden. Selbst beim Einsatz eines Schraubenkompressors übernimmt dieser noch wichtige Aufgaben, insbesondere das Auffangen von Bedarfsspitzen.
Interessante Option: Wärmerückgewinnung
Das sicherlich größte Energieeinsparpotenzial in der Drucklufterzeugung lässt sich durch die Wärmerückgewinnung erschlie-ßen. Die eingesetzte elektrische Energie wird vollständig in Wärme umgewandelt. Die für die Wärmerückgewinnung nutzbare Wärmemenge beträgt bis zu 94 Prozent. Wärmerückgewinnung an Kompressoren ist auf zwei Arten realisierbar. Durch Leitung des erwärmten Kühlluftstromes in die zu beheizenden Räumlichkeiten oder durch Erwärmung von Brauch- oder Heizwasser über einen Wärmetauscher im Kompressor-Ölkreislauf.
Der vergleichsweise hohe Investitionsbedarf sowie die Beachtung von Kriterien wie Temperaturniveau, Gleichzeitigkeit von Wärmeanfall und -verbrauch, möglichst hohe jährliche Nutzungsstunden, örtliche Nähe von Wärmequelle und -verbraucher und Mindest-Nennleistung des Verdichters von ca. 30 kW führen dazu, dass sich diese Maßnahmen im Handwerk oder in Kleinbetrieben in der Regel nicht wirtschaftlich realisieren lassen.
Weitergehende Tipps und Informationen gibt’s beim Druckluft-Projekt “Druckluft-effizient” des Fraunhofer Institutes (ISI), der Deutschen Energieagentur (dena) und des VDMA über die Internet-Adresse www. druckluft-effizient.de. o
Teilen:








{kind=link}