








Für die Techniker im Miele-Küchenwerk, Warendorf, ging eine Vision in Erfüllung: Die hochflexible Korpusproduktion vom endlosen Plattenstrang im kontinuierlichen Durchlaufverfahren. Das Ganze ohne Zwischenlager, kommissionsbezogen und in jedem gewünschten Korpusmaß. Basis des gemeinsam mit IMA entwickelten Produktionssystems ist eine neue Variante des Folding-Systems.
Die Problematik der konventionellen Korpus-fertigung ist hinlänglich bekannt: Seiten, Böden und andere Komponenten werden separat auf Zwischenlager produziert, bevor sie zu einem Korpus zusammengefügt werden. Die “Ruhe- Transport- und Förderzeiten” der Teile, so haben Experten errechnet, erreicht dabei bis zu 80 % der ohnehin langen Teile-Durchlaufzeit bis zur Montage. Den Fertigungstechnikern im Hause Miele-Küchen war dieser Zustand schon lange ein Dorn im Auge. Sie wollten endlich weg von der Möbelfabrik, in der das Lagern von Zwischenprodukten und der Verkehr von Flurförderzeugen Raum, Logistik und Durchlaufzeit dominiert. Eine lineare Fließfertigung, die nach einem zügigen Durchlauf alle Korpusse einer Kommission bereitstellt, war das erklärte Ziel. Auf der Suche nach Lösungen und Alternativen war den Beteiligten rasch klar: “Wir machen einen endlosen Schrank vom Plattenstrang!”
Realisiert wurde diese Idee in einem gemeinsamen Entwicklungsteam mit dem Systemlieferanten IMA. Das Ergebnis der Entwicklung ist ein konsequent strangorientierter Ablauf mit gesteuerter Bearbeitungsfolge. Eine Reihenfolge, die vom Plattenzuschnitt vorgegeben wird. Sie könnte streng kommissionsbezogen sein, wenn nicht die Notwendigkeit der hoher Materialausnutzung den Zugriff auf mehr als eine Kommission erfordern würde.
Der Begriff “Zwischenlager” taucht im Bereich der Korpusmaterialien heute nicht mehr auf. Zwischen den Maschinen gibt es nur noch wenige Puffer, zum Ausgleich unterschiedlicher Taktfrequenzen.
Folding-Verfahren neu definiert
Folding-Korpus heißt die Grund-lage der neuen, patentierten Technologie und damit ist klar, dass Seiten und Böden aus einem Plattenstrang gefertigt werden, der so breit wie der Korpus tief ist. Folding ist eigentlich nichts Neues. Die Nachteile aber, werden durch das neue Verfahren eliminiert: Nicht die Folien-Beschichtung oder ein zusätzlich aufgebrachter Klebestreifen ist das verbindende Element, sondern ein “integriertes Filmscharnier” aus PU wird erzeugt, das Seiten und Böden unlösbar verbindet. Bei dem neuartigen Verfahren entstehen diese Korpus-Gelenke – zugleich die Gehrungskante – durch das Einspritzen von Kunststoff in eingefräste Nuten an der Unterseite des Werkstücks. Diese werden in einem späteren Arbeitsgang von oben her V-förmig angefräst. Stehen bleiben nur wenige Zehntel Millimeter Kunststoff, der als Filmscharnier die vier Aussenwände des Schrankes gelenkig verbindet. Die Scharnierfunktion ermöglicht das einfache und maßgenaue Zusammenfalten und Verleimen der Korpusse. Die Schließgehrung erfährt eine gesonderte, aber ähnliche Behandlung. Durch die großflächige Verleimung entsteht ein enorm stabiler Korpus, der einen gedübelten in den Bruchwerten fast um das Doppelte übertrifft. Die Außenfläche ist allseits glatt und ohne Überstände der Seiten. Der Schrank hat keine lichtdurchlässige Fugen, damit ist er auch beständiger gegen Feuchtigkeitseinwirkung; ein Vorteil, den nur der Gehrungsverbund ermöglicht.
Durch den besonderen Clou des neuen Folding-Konzepts wird das Verfahren zum Endlos-Prinzip: Es besteht keine Notwendigkeit, die gesamte Abwicklung eines Schrankes aus einem einzigen Plattenstreifen zu fertigen. Eine Seite, ein Boden oder beides, den die Schnittoptimierung einem anderen Strang zuordnen darf, wird einem Ergänzungsteil zugeführt. Durch die Einspritzung des Kunststoffes in die Trennfuge, der später das “Filmscharnier” und die Ecke bildet, werden zwei oder mehr Einzelteile wieder zu einer Einheit, der kompletten Korpus-abwicklung verbunden. Am fertigen Schrank ist die Zusammensetzung der Korpusabwicklung aus mehreren Teilen nicht mehr zu erkennen. Bei diesem Verfahren gibt es keine Serie mehr: Mit Losgröße 1 werden Korpussondermaße zum Standard.
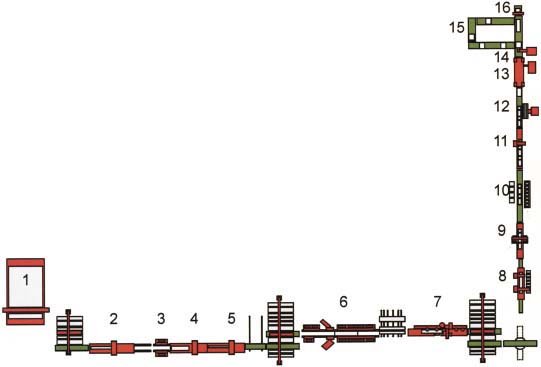
Alle Maschinen der Linie orientieren sich in der Einstellmöglichkeit nur an der Korpustiefe. die Korpushöhe und -breite wird durch den Abstand der Nut-fräsung für die Kunststoffinjektion bestimmt. Deshalb zeigt die Fertigungslinie eine völlig neue Abfolge mit der Integration neuartiger Maschinen (siehe Maschinenlayout).
Der Fertigungsablauf
In der ersten Sektion teilt eine Untertisch-Druckbalkensäge die Stränge in schrankbezogene Rohlängen und führt diese einem Doppelendprofiler zu, der den gefürchteten “Bananeneffekt” beseitigt.
Nächste Station ist die wichtigste Neuentwicklung: die Nut- und Einspritzanlage. In den durch die Schrankmaße definierten Abständen, fräst die erste Station Nuten in die Unterseite der Spanplatten und führt die exakte Längenbearbeitung durch. Die zweite Station führt alle zu einem Korpus gehörigen Einzel-teile zusammen und spritzt den scharnierbildenden Kunststoff in die Nut.
Nach einem Zwischenpuffer beschichtet eine doppelseitige Combima beide Längskanten des Strangs, vorne mit dem durchgängigen Miele-Kantenprofil. Das folgende Bearbeitungszentrum BIMA 410, übernimmt diverse Fräsoperationen, für z.B. Öffnungen in den Oberböden von Spülenschränken oder Ausfräsungen in den Unter-böden der Hängeschränke für Halogenlampen.
Seiten und Böden sind noch immer eine feste Einheit, wenn in der MAW-Nottmeyer-Maschine L-DB-2/8 rund 90% aller am Korpus erforderlichen Beschläge automatisch eingesetzt werden.
Erst danach kommen die Foldingwerkzeuge zum Einsatz, die von oben die Spanplatte V-förmig ausfräsen und dabei den PU-Kunststoff bis auf wenige Zehntel Millimeter stehen lassen. So entsteht ein Filmscharnier das den späteren Faltvorgang erst ermöglicht. Im Band schließen sich wenige Montageplätze für zusätzliche Beschläge an. Danach wird PVAc-Leim vollflächig auf die Gehrungsflächen und in die Rückwandnut eingespritzt. Das Zusammenklappen ist mit einem Kontrollarbeitsgang gekoppelt und erfolgt zusammen mit dem Einstecken der Rückwand. Die Korpuspresse sorgt für den innigen Kontakt der Gehrungsflächen und die Einhaltung der Rechtwinkligkeit, bis der Leim unter der beschleunigenden Wirkung von Hochfrequenz ausgehärtet ist. Die Gehrungs-Schließfuge des verleimten und standfesten Schrankes wird dann an einer separaten Station ausgespritzt. Erst jetzt verlassen die Schränke diese neuartige Fertigungslinie, um mit den Fronten und Einbauelementen komplettiert zu werden.
Die Effekte
Rund 11 Mio. DM investierte das Familienunternehmen Miele & Cie in die 160 Meter lange Fertigungsstraße für die Korpus-Herstellung.
Dieser Großinvestition stehen entscheidende betriebswirtschaftliche Werte gegenüber: Das Fertigungstempo konnte gesteigert und die Durchlaufzeiten wesentlich verkürzt werden. Gegenüber der konventionellen Korpusfertigung erreicht die neue Fließfertigung 30% mehr Produktivität. Die Anzahl der Mitarbeiter konnte um 12 reduziert werden, was einer Senkung der Personalkosten um annäh-ernd 40% für diesen Bereich entspricht.
Als ganz entscheidender Vorzug wird bei Miele die hochflexible Kommissionsfertigung gewertet: Die Korpushöhe und die Korpusbreite spielen keine Rolle mehr. Die “Küche nach Maß” aus industrieller Produktion ist mit der neuen Technologie Realität geworden.
Davon profitiert letztlich der Küchenkunde: Lieferzeiten reduzieren sich spürbar, und fast alle Kundenwünsche können standardmäßig bearbeitet werden, ohne dass separate und teure Sonderanfertigungen erforderlich sind.
Manfred Maier
Teilen:
 Meisterstück in Eiche und Fenix
Meisterstück in Eiche und Fenix







{kind=link}