







In einer konjunkturschwachen Zeit, in der größere Investitionen für neue Produktionseinrichtungen eher zurückgehalten werden, sind vor allem solche Werkzeugentwicklungen interessant, die zu einer Leistungssteigerung bei den vorhandenen Maschinen und Anlagen führen. In der Metallbearbeitung wurde in diesem Zusammenhang der Begriff HPC – High Performance Cutting- geprägt.
Die Parallelen lassen sich jedoch auch auf die Holzbearbeitung übertragen, denn in vielen Fällen erzwingen Bearbeitungsqualität, Schwingungen oder Werkzeugstandwege eine Prozessführung bei gebremster Produktionsleistung. Hier setzt die HPC-Technik an, in dem allein durch eine verbesserte Werkzeugtechnik die vorhandenen Potenziale bis an die Grenzen genutzt werden.
Und genau da liegt der Unterschied zu HSC (High Speed Cutting), denn bei der HSC-Technik wird eine Produktivitäts- bzw. Qualitätssteigerung durch höhere Spindeldrehzahlen bzw. Schnittgeschwindigkeiten angestrebt, was gekoppelt ist mit einer höheren Dynamik der Prozesse. Das bedeutet neue Maschinenkonzepte mit schnelleren Antriebsspindeln und Steuerungen, mit spielfreien und steiferen Führungen sowie mit geringen bewegten Massen und erfordert erhebliche Investitionen.
Die Bedeutung und Potenziale von HPC in der Holzbearbeitung seien im Folgenden anhand konkreter Beispiele erläutert.
Profilieren auf Durchlaufmaschinen
Beim Umfangsfräsen auf Durchlaufmaschinen wird üblicherweise im Einmesser-Finish gearbeitet, d. h. bei einem mehrschneidigen Werkzeug ist nur eine Schneide oberflächenbestimmend. Bedingt durch Fertigungstoleranzen weisen alle Werkzeuge einen Rundlauffehler auf, der je nach Werkzeugausführung im Bereich zwischen 0,02 bis 0,07 mm liegt. Obwohl alle Schneiden an der Zerspanung beteiligt sind, wird das Oberflächenfinish nur von der Schneide mit dem größten Flugkreisdurchmesser gebildet. Ein zweischneidiges und ein vierschneidiges Werkzeug erzeugen bei gleicher Drehzahl und Vorschubgeschwindigkeit, bezogen auf die sichtbare Messerschrittlänge, dieselbe Oberflächenqualität. Unterschiede bestehen lediglich in der unterschiedlichen Spanungsdicke pro Schneide und damit in der Neigung zur Vorspaltung, die zu Ausrissen in der Oberfläche führt. Je dicker ein Span ist, desto eher besteht die Neigung zur Vorspaltung. Dies gilt insbesondere bei der Massivholzbearbeitung. Deshalb wird mit zunehmender Vorschubgeschwindigkeit die Anzahl der Schneiden eines Werkzeuges erhöht, während sich die Oberflächenqualität immer auf eine Schneide zurückführen lässt. Bei gegebener Messerschrittweite f errechnet sich die erforderliche Vorschubgeschwindigkeit unabhängig von der Zähnezahl nach vf = f x n.
Bei einer angestrebten Messerschrittweite von 1,5 mm, was einer lackierfähigen Oberflächenqualität entspricht und einer üblichen Werkzeugdrehzahl von n = 6 000 min-1 beträgt die erforderliche Vorschubgeschwindigkeit vf = 9 m/min. Die zum Profilieren eingesetzten Kehlmaschinen oder Doppelendprofiler erreichen aber vielfach höhere Vorschubgeschwindigkeiten bis 40 m/min. Eine Fräsbearbeitung in diesem oberen Geschwindigkeitsbereich kann nur zu Lasten der Bearbeitungsqualität erfolgen, d. h. die Maschinenleistung kann bei qualitativ hochwertigen Produkten nicht genutzt werden, es sei denn, die wellige Fläche würde anschließend noch geschliffen, was aus Kostengründen vermieden wird.
Eine Möglichkeit, hier Abhilfe zu schaffen, stellt das sog. „Profiljointen“ dar, bei dem die Schneiden des mit Betriebsdrehzahl rotierenden Werkzeuges durch einen entsprechend profilierten Schleifstein, dem Jointstein, durch radiales Zustellen abgerichtet werden, bis sie alle auf demselben Flugkreis liegen. Diese Methode ist zum einen sehr aufwändig, da der Schneidenrundlauf vor dem Jointen auf eine Genauigkeit < 0,01 mm eingeschliffen und zu jedem Profil ein entsprechender Jointstein angefertigt und eingestellt werden muss und erfordert außerdem spezielle maschinentechnische Voraussetzungen.
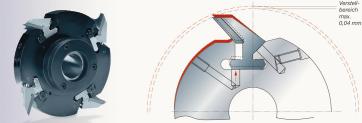
Mit einer neuen Generation von Profil-Messerköpfen, dem System ProFix-S, wird ein anderer Weg zur Erhöhung der Rundlaufgenauigkeit und damit zur Steigerung der Vorschubgeschwindigkeit verfolgt, nämlich der Weg über die Feineinstellung des Schneidenrundlaufs. ProFix-S ist ein weiterer Baustein des bekannten modularen Systemwerkzeugs „ProFix plus“, das sich durch ein Höchstmaß an Flexibilität und Wirtschaftlichkeit auszeichnet (Bild 1). Bei ProFix-S kann der Werkzeugtragkörper an jeder Messerposition mittels eines Hydraulikkolbens in radialer Richtung elastisch verformt werden (Bild 2).
Auf diese Weise lassen sich Rundlauffehler in einem Bereich bis 0,04 mm auf unter 5 µm reduzieren.
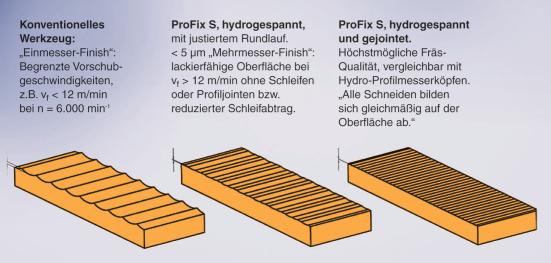
Die Auswirkungen der Rundlaufgenauigkeit auf die Bearbeitungsqualität sind am Beispiel eines vierschneidigen Werkzeuges in Bild 3 schematisch dargestellt. Während bei einem konventionellen Werkzeug das Oberflächenbild von nur einer Schneide erzeugt wird und bei einer hohen Vorschubgeschwindigkeit von beispielsweise 36 m/min eine ausgeprägte Welligkeit aufweist, sind bei ProFix-S die Eingriffe aller Schneiden sichtbar und die Welligkeit ist deutlich geringer. Die Abstände der Messerschritte sind nicht ganz so gleichmäßig wie bei einem im dynamischen Zustand abgerichteten, gejointeten Werkzeug, denn der statisch eingestellte Rundlauf wird bei Betriebsdrehzahl in der Maschine immer von Schwingungen des Werkzeug-Spindel-Systems beeinflusst, da ein rotierendes System immer über eine Restunwucht verfügt. Das Optimum an Gleichmäßigkeit wird durch ein gejointetes Werkzeug erreicht, da durch das Abrichten in der Maschine bei Betriebsdrehzahl auch dynamische Effekte wie Schwingungen aufgrund vorhandener Restunwuchten kompensiert werden. Aufgrund der hohen Einstellgenauigkeit des Schneidenrundlaufs von < 5 µm verfügt ProFix-S auch über die Voraussetzung zum Jointen und erfüllt damit auch höchste Oberflächenansprüche bei hoher Vorschubleistung.
Selbstverständlich ist das Werkzeugsystem „TurboPlan“ auch für Hochleistungs-Hobelanlagen mit Vorschubgeschwindigkeiten von 350 … 400 m/min prädestiniert. Mit einer Werkzeugausführung d = 300 mm, z = 26, nmax = 6 000 min-1 wird beispielsweise bei vf = 350 m/min eine Messerschrittweite von fz = 2,25 mm erreicht.
Die große Leistungssteigerung bei dem Werkzeugsystem „TurboPlan“ (Bild 4) ist Ergebnis einer konsequenten Weiterentwicklung der Werkzeugtechnik und wird durch folgende Merkmale erreicht:
- Simultan auf alle Messer wirkende hydrostatische Spannung: Geringerer Bauraum durch Verzicht auf Spannschrauben, keine Schwächung des Tragkörpers durch Verschraubungsbohrungen, Erhöhung der maximalen Zähnezahl ohne Verringern des Spanwinkels, kein Verspannen des Tragkörpers beim Festklemmen der Messer, drastisch verkürzte Rüstzeiten beim Aus- und Einbau der Messer
- Formschlüssige Messerspannung: Höhere Schnittgeschwindigkeiten und Betriebsdrehzahlen, keine Durchmessereinstellung beim Nachsetzen der Messer
- Hydrospannung für Welle- /Nabeverbindung unabhängig von der Messerspannung: Keine Beeinflussung der Messerspannung und Genauigkeit beim Werkzeughandling zwischen Schärfmaschine und Hobelmaschine.
Interessant ist der Einsatz von ProFix-S vor allem in Ergänzung zum Hydrohobeln, beispielsweise zum Abrunden oder Anfasen von Kanten bei Massivholzprodukten für den Außenbereich bei Vorschubgeschwindigkeiten von 40 … 60 m/min.
Hydrohobeln
Charakteristisch für das Hydrohobeln ist das sog. Jointen, bei dem alle Schneiden des Werkzeuges in der Maschine bei Betriebsdrehzahl abgerichtet (gejointet) werden. Auf diese Weise werden fertigungstoleranzbedingte Durchmesserunterschiede eliminiert und jede Schneide des Werkzeuges zeichnet sich in gleichmäßigem Abstand, dem sog. Messerschritt, auf der bearbeiteten Werkstückoberfläche ab. Bei gegebener, durch die Messerschrittweite definierten, Bearbeitungsqualität fz wird die Vorschubgeschwindigkeit vf für den Prozess nach vf = fz x z x n durch die Zähnezahl z und die Betriebsdrehzahl n des Werkzeuges bestimmt.
Die Zähnezahl wiederum hängt von der Zahnteilung und vom Durchmesser des Werkzeuges ab. Viele Zähne erfordern deshalb eine kleine Zahnteilung und einen großen Werkzeugdurchmesser. Die Zahnteilung wird durch den Platzbedarf der Messerspannung, die Messerdicke und den erforderlichen Restquerschnitt des Werkzeuggrundkörpers zwischen den Messern bestimmt. Die Betriebsdrehzahl des Werkzeuges ist mit der auf die Messerspannung wirkenden Fliehkraftbelastung gekoppelt. Da die Fliehkräfte quadratisch mit der Drehzahl ansteigen, aber nur linear mit dem Durchmesser abnehmen, werden bei konstanter Zahnteilung mit großen Werkzeugdurchmessern prinzipiell höhere Schneideneingriffsfrequenzen und damit auch höhere Vorschubgeschwindigkeiten erreicht.
Bei den Maschinen ist der maximale Werkzeugdurchmesser durch den Bauraum und die Anordnung der Jointeinrichtung vorgegeben. Gängige Hydrohobelmaschinen sind beispielsweise für einen Werkzeugdurchmesser von 250 mm und eine maximale Vorschubgeschwindigkeit von 200 m/min ausgelegt.
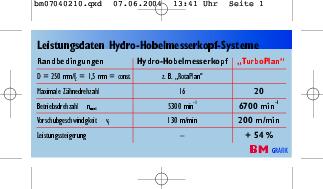
Konventionelle Hydro-Hobelmesserköpfe mit Streifenhobelmessern, auch unter dem Begriff „RotaPlan“ bekannt, erreichen bei diesem Durchmesser und einem Spanwinkel von 25° eine maximale Zähnezahl von z = 16 und eine Maximaldrehzahl von n = 5 300 min-1. Bei einer geforderten Messerschrittweite von fz = 1,5 mm ergibt sich eine Vorschubgeschwindigkeit von vf = 130 m/min. Das bedeutet, von den zur Verfügung stehenden 200 m/min können nur 65 % genutzt werden. Eine Erhöhung der Produktionsgeschwindigkeit ist nur zu Lasten der Qualität möglich. Bei 200 m/min würde die Messerschrittweite beispielsweise auf 2,4 mm ansteigen – indiskutabel für Sichtflächen.
Die neue Werkzeuggeneration „TurboPlan“ setzt genau bei diesem Manko an. Eine neuartige, kompakte, formschlüssige und simultan wirkende Messerspannung ermöglicht bei gleichem Durchmesser eine höhere Zähnezahl sowie eine höhere Betriebsdrehzahl. Bezogen auf das o. g. Beispiel ergibt sich bei konstanter Bearbeitungsqualität eine Steigerung der Vorschubgeschwindigkeit und damit auch der Produktionsleistung von über 50 %, wie aus Tabelle 1 zu sehen ist. Die maximal mögliche Produktionsgeschwindigkeit der Maschine von 200 m/min wird ohne Abstriche bei der Qualität voll ausgenutzt.
Auswuchtung durch verstellbare Wuchtsegmente: Keine nachträgliche Schwächung des Tragkörpers durch Wuchtbohrungen.
Mit der alleinigen Steigerung der Produktionsgeschwindigkeit ohne Standweg verlängernde Maßnahmen am Schneidstoff ginge zwangsweise eine Verkürzung der Werkzeugwechselintervalle einher, da das Standwegende in einer kürzeren Zeit erreicht würde. Die Leistungssteigerung würde sich durch häufigere „Boxenstopps“ mit einem entsprechenden, personalintensiven Serviceaufwand wieder relativieren.
Aus dieser Konsequenz heraus werden bei „TurboPlan“ Werkzeugen ausschließlich HS-Schneiden in sog. „Marathon“-Ausführung mit einer Spezialbeschichtung eingesetzt (Bild 5), die gegenüber HS-Standardmessern eine Standwegerhöhung um den Faktor 3 … 5 erreichen. Bezogen auf das obige Beispiel ergibt sich dadurch bei einer Leistungssteigerung um 50 % zusätzlich noch eine Verdoppelung der Standzeit. Durch die synchron wirkende Spannung und die formschlüssige Positionierung der Messer verringert sich zudem die Zeit für das Nachstellen und Festklemmen der Messer vor dem Schärfen auf etwa 30 %.
Bearbeitung auf CNC-Stationärmaschinen
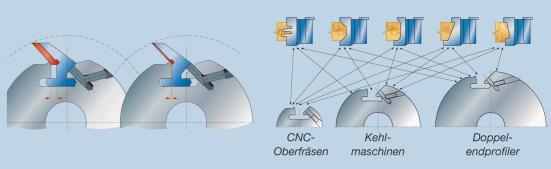
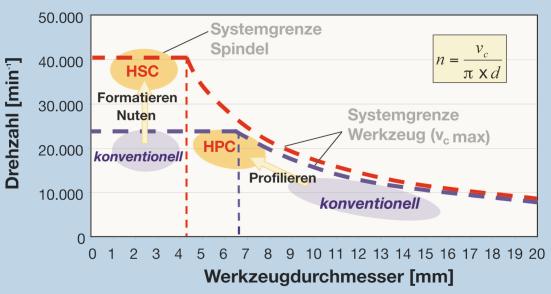
CNC-Oberfräsmaschinen und Bearbeitungszentren sind unter anderem dadurch gekennzeichnet, dass sie über drehzahlgeregelte Spindelantriebe verfügen. Die Drehzahlgrenzen der auf heutigen Maschinen üblicherweise eingesetzten Hauptspindeln liegen bei n = 18 000/24 000 min-1. Von den auf diesen Stationärmaschinen einsetzbaren Werkzeugen dürfen jedoch nicht alle mit der maximalen Maschinendrehzahl betrieben werden, da die zulässige Betriebsdrehzahl eines Werkzeuges in erster Näherung an die Schnittgeschwindigkeit gekoppelt und damit durchmesserabhängig ist (Bild 6).
Das bedeutet, nur Schaftoberfräser, beispielsweise zum Formatieren oder Nuten können bei der maximalen Maschinendrehzahl betrieben werden. Die Einsatzgrenzen liegen in der Technik von Maschinenspindeln und Spannfuttern begründet. Die Werkzeuge an sich können bei weit höheren Drehzahlen betrieben werden. Hier setzt die HSC-Technik an, in dem neue Maschinen entwickelt werden, mit leistungsfähigeren Spindeln und Vorschubantrieben sowie mit einer qualitätsabhängigen Prozessführung und einer der entsprechenden Sicherheitstechnik zum Vorbeugen gegen Fehlbedienungen.
Die Drehzahlgrenzen von Bohrungswerkzeugen, die auf Fräsdornen montiert sind, beispielsweise zum Profilieren, liegt bei nmax = 10 … 14 000 min-1, im Falle von Satzwerkzeugen z. B. für die Tür- oder Fensterbearbeitung sogar nur bei nmax = 6 … 10 000 min-1. Hier stellen die Verbindungstechnik für die Schneiden mit dem Werkzeugtragkörper, sei es durch Klemmen oder Löten, sowie die Festigkeiten der Tragkörperwerkstoffe an sich physikalisch begrenzende Faktoren dar. Um das von den Maschinen auch heute schon zur Verfügung gestellte Drehzahlpotenzial bis n = 24 000 min-1 nutzen zu können, bedarf es kleinerer Werkzeugdurchmesser – Stichwort „Miniaturisierung“. Gemäß der eingangs getroffenen Definition ist diese Art der Leistungssteigerung auch unter dem Begriff HPC zu verstehen.
Die im Folgenden dargestellten Beispiele sind Ergebnisse aus einem vom BMBF geförderten Gemeinschaftsprojekt zwischen Maschinenherstellern, Werkzeugherstellern und Hochschulen unter dem Titel „HSC-Holz“, Projekt-Nr. 1540. Es wird hier gemäß dem Thema dieses Beitrages nur auf die Potenziale zur Leistungssteigerung bei Nutzung der herkömmlichen Maschinentechnik eingegangen.
Das erste Beispiel ist stellvertretend für das Profilieren von Massivholz-Fronten in Rahmenkonstruktion. Aus Gründen der geforderten Bearbeitungsqualität, insbesondere der offenen Brüstungen im Hirnholzbereich, können nur Hartmetallschneiden eingesetzt werden. Die übliche Konstruktion der entsprechenden Profilmesserköpfe als Bohrungswerkzeug, montiert auf einem HSK-Fräsdorn, führt zu einem Werkzeugdurchmesser von d = 125 mm und einer Drehzahlgrenze von nmax = 12 500 min-1. Die maximale Schnittgeschwindigkeit für das verwendete Messerkopf-System „ProfilCut“ liegt bei vc = 80 m/s. Die Bearbeitung wurde mit einer Vorschubgeschwindigkeit von vf = 8 m/min durchgeführt, die im Bereich der Ecken und des Hirnholzes auf vf = 3 m/min reduziert wurde. Bei einem Z2-Werkzeug ergibt sich ein Zahnvorschub vz von 0,32 mm bzw. 0,12 mm an den Ecken.
Durch Miniaturisierung dieses Werkzeuges wurde der Durchmesser auf 60 mm reduziert und die Drehzahl bei gleicher Schnittgeschwindigkeit auf nmax = 25 000 min-1 verdoppelt (Bild 7). Unter der Prämisse einer konstanten Bearbeitungsqualität, d. h. eines konstanten Zahnvorschubes fz bedeutet dies ebenfalls eine Verdoppelung der Vorschubgeschwindigkeiten auf vf = 16 bzw. 6 m/min. Die reine Bearbeitungszeit für das Bauteil konnte dadurch halbiert werden (Bild 8). Bei Zugrundelegen einer maximal zur Verfügung stehenden Drehzahl von n = 24 000 min-1 ergibt sich immerhin noch eine Steigerung der Vorschubgeschwindigkeit um 92 %, was einer zeitlichen Einsparung von 48 % entspricht.
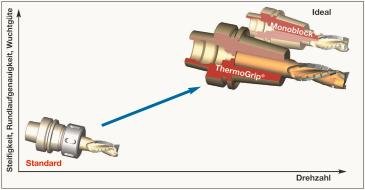
Ermöglicht wurde diese Leistungssteigerung durch zwei Maßnahmen: Zunächst wurde der Profil-Messerkopf von einem Bohrungswerkzeug zu einem Schaftwerkzeug umkonstruiert und damit der Durchmesser deutlich verringert. Zum anderen wurde ein „ThermoGrip“ Schrumpffutter als Werkzeugaufnahme eingesetzt, das wie eine monolithische Verbindung zwischen Werkzeugschaft und HSK-Aufnahme wirkt und ein Höchstmaß an Steifigkeit, Rundlaufgenauigkeit und Wuchtgüte zulässt. Diese drei Faktoren sind die Voraussetzungen für einen schwingungsarmen Einsatz von Schaftwerkzeugen sowie für eine gleichmäßige Spanungsdicke an allen Schneiden und damit für eine hohe Bearbeitungsqualität.
Die gleichen Effekte durch Einsatz von „ThermoGrip“ Schrumpffuttern lassen sich auch beim Formatieren von Platten mit Dia-Oberfräsern leistungssteigernd nutzen. Gegenüber dem zuvor genannten Beispiel des Profilmesserkopfes, bei dem die Schneiden auswechselbar und damit toleranzbehaftet sind, kann bei den fest eingelöteten PKD-Schneiden eines Dia-Oberfräsers noch ein weiterer Vorteil durch die Verwendung von „ThermoGrip“ Futtern ausgenutzt werden: das Schärfen des Werkzeuges im Futter.
Dieser Schritt als letzte Konsequenz bei der Betrachtung von Werkzeug und Aufnahme als quasi-monolithische Einheit reduziert den Rundlauffehler auf die Einspanntoleranzen des HSK und ermöglicht die höchste Wuchtgüte und Rundlaufgenauigkeit an den Schneiden (Bild 9). Dadurch wird an allen Schneiden eine gleichmäßige Spanungsdicke erreicht. Da die Spanungsdicke einen wesentlichen Einfluss auf die Bearbeitungsqualität in Bezug auf Vorspaltung oder Kantenausbrüche hat, wirken sich gleichmäßig dünne Späne günstiger auf die Qualität aus als abwechselnd dicke und dünne bis gar keine Späne, wie sie mit zunehmendem Rundlauffehler des Werkzeuges entstehen.
Die Erfahrungen spiegeln diese theoretischen Überlegungen wider. Ein Einsatzfall mit hoher Belastung für die Werkzeuge stellt die Arbeitsplattenfertigung dar. Hier werden mit Dia-Oberfräsern Trennschnitte, Ausschnitte und passgenaue Eckverbindungen hergestellt. Durch Einsatz der Werkzeuge in der zuvor beschriebenen Weise ergibt sich eine Steigerung der Vorschubgeschwindigkeit um ca. 30 % bei gleicher Drehzahl. Ein weiterer positiver Effekt im Hinblick auf die Wirtschaftlichkeit wird bei der Werkzeuglebensdauer erzielt: So erhöhen sich die Werkzeugstandwege um den Faktor 2 bis 3 und insbesondere in Verbindung mit kleinen Schaftdurchmessern und Vollhartmetallwerkzeugen vermindert sich die Neigung zum Abbrechen. Beispielsweise können Trennschnitte mit einem Dia-Oberfräser D 25, Z3 bei n = 24 000 min-1 mit Vorschubgeschwindigkeiten von vf = 20 … 24 m/min anstelle der üblichen 15…18 m/min durchgeführt werden.
Zusammenfassung
Der Beitrag zeigt, wie bei bestehender Maschinentechnik unter konsequenter Ausnutzung freier Potenziale in der Werkzeugtechnik Leistungsreserven ausgeschöpft werden können. Diese Art der Leistungssteigerung wird als High-Performance-Cutting oder kurz HPC bezeichnet. Die wesentlichen Prinzipien dabei sind die Erhöhung der Zähnezahlen, die Verbesserung der Genauigkeit und/oder Verringern der Werkzeugdurchmesser zur Erhöhung der zulässigen Betriebsdrehzahl. Sinnvoll flankiert werden diese Entwicklungen durch Standweg verlängernde Maßnahmen an der Schneide wie Beschichtungen oder den Einsatz neuer Werkstoffe. In der Holzbearbeitung steckt HPC erst in den Anfängen, so dass hier noch Entwicklungspotenzial gegeben ist.
Teilen:








{kind=link}