


Im Rahmen der Messe Euroholz 2000 geht es in der Sonderschau „Energieeffiziente Schreinerei“ darum, wie Betriebe ihre Energiekosten senken können. Anhand eines Musterunternehmens hat das Energieberatungsunternehmen Ingenieurbüro Kleesattel in Zusammenarbeit mit Spezialisten aus den Bereichen Druckluft, Absaugung, Heizen, Beleuchtung, Lackierung und Stromeinkauf eine gesamtenergetische Betrachtung durchgeführt. Das interessante Ergebnis wird auf der Sonderschau demonstriert und eingehend erläutert: Um bis zu 30 Prozent, zum Teil sogar mit relativ geringen Investitionen, lassen sich die Energiekosten senken.
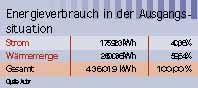
Der Musterbetrieb produziert auf einer Grundfläche von ca. 1000 m³, in der Produktion sind 8 Mitarbeiter beschäftigt. Die Monatsleistung schwankt zwischen 75 und 114 kW/el. Für die Deckung des Wärmebedarfs stehen rund 220 m³/a Restholz zur Verfügung. Die Energiekosten betragen im Ausgangszustand für Strom 33 069 DM, für Wärme 18 340 DM.
Druckluft
Zur Darstellung des Druckluftabnahmeverhaltens erfolgte eine Messung, die einen Druckluftbedarf von rund 161 000 m/³ bei einem max. Luftbedarf von ca. 1,3 m³/min ergab. Die Drucklufterzeugung erfolgt mittels 2 Hubkolbenkompressoren mit einer elektrischen Gesamtleistung von 18,3 kW und einer Luftleistung von 0,64 m³/min pro Kompressor bei einem Druck von 10 bar.
Basierend darauf ergibt sich ein Energieeinsatz von 38 355 kWh/el. bei einer Spitzenleistung von 18,3 kW/el.
Zur Ermittlung des Netzzustandes wurde die Kompressorenanlage auch in der produktionsfreien Zeit am Netz belassen. Hierbei zeigte sich ein Luftbedarf von 0,4 m³/min. Ein effizientes Druckluftnetz weist einen Leckageverlust von max. 10 % des Bedarfs auf.
Für die Druckluftverbraucher im Unternehmen reicht ein Arbeitsdruck von 8 bar. Durch die vorliegende Verdichtung auf 10 bar ergibt sich bei gleicher Liefermenge ein vermeidbarer Energiemehrverbrauch von 12 %.
Abhilfe schafft hier eine einfache sowie kostengünstige Optimierung des Netzes durch Leckagebehebung und spezifische Druckanpassung. Die Folge ist ein reduzierter Luftbedarf von knapp 116 000 m³ mit einem auf 13,85 kW/el. abgesenkten Leistungsbedarf. Der Energiebedarf liegt nun bei 24 307 kWh.
Die Investition von ca. 1250 DM senkt den Energieeinsatz um rund 37%. Es ergibt sich dadurch eine jährliche Kostensenkung in Höhe von ca. 2500 DM.
Eine wesentlich energieeffizientere, und auch dem Stand der Technik entsprechende Lösung wäre jedoch der Austausch der Kolbenkompressoren gegen einen fluidgekühlten Schraubenkompressor. Durch die hieraus resultierenden höhere Energieausbeute sinkt der Energiebedarf auf knapp 17 000 kWh/a. Einer Investition von ca. 10 300 DM stünde eine jährliche Kostensenkung von rund 4000 DM gegenüber. Hinzu kommen wesentlich geringere Wartungskosten.
Beleuchtung
In der 780 m² großen Produktionshalle ist ein mit 100 freistrahlenden Lichtleisten bestücktes System mit konventionellen Vorschaltgeräten installiert. Die Leuchtenleistung beträgt 152 W. Bei 1364 Benutzungsstunden/a beträgt der Jahresverbrauch knapp 21 000 kWh/el, was zu jährlichen Energiekosten von ca. 4400 DM führt.
Anhand einer Computersimulation werden der vorgefundenen Situation zwei Alternativen gegenübergestellt: Eine Lösungsvariante ist eine Anlage mit Lichtband, Reflektor und verlustarmen Vorschaltgeräten. Die Anzahl der Leuchten beträgt dann 72 Stck. mit einer Leuchtenleistung, inkl. verlustarmer Vorschaltgeräte, von 138 W. Das senkt die Stromkosten um jährlich rund 1200 DM bei einer Investition von rund 9500 DM.
Als zweite Variante kommt eine Anlage mit Lichtbändern und Reflektoren, breitstrahlenden Spiegeleinsätzen, sowie dimmbaren elektronischen Vorschaltgeräten zur tageslichtabhängigen Steuerung in Betracht. Durch Einsatz der Spiegeleinsätze verringert sich die Anzahl der Leuchten auf 67. Die Leuchtenleistung sinkt durch die elektronischen Vorschaltgeräte auf 110 W ab. In Folge der dimmbaren tageslichtabhängigen Steuerung betragen die Benutzungsstunden noch 909 h/a. Hieraus ergäben sich jährliche Energiekosten von 1640 DM. Der Investition in Höhe von 13 500 Mark stünde also eine Amortisation von 5 Jahren gegenüber.
Absaugung
Die Absaugung der Späne an den Maschinen erfolgt über eine Silofilterüberdruckanlage mit zwei angeschlossenen Ventilatorsträngen, die nach Bedarf angeschaltet wird und deren Schieber von Hand betätigt werden. An Rohrstrang I sind die großen Verbraucher, z. B. CNC-Bearbeitungszentrum oder Plattensäge, angeschlossen. Der Rohrstrang II bedient die Standardmaschinen. Die elektrische Leistungsaufnahme beträgt für Ventilator I 31,5 kW, für Ventilator II 13,6 kW.
Schwachstellen der Anlage sind schlechte Ventilatorwirkungsgrade, fehlende Ventilatordrehzahlregelungen sowie gravierende Wärmeverluste über das Kanalsystem, das außerhalb des Gebäudes und des Silos verläuft. Des weiteren wird über eine an der Anlage installierte Weiche die gefilterte Luft wahlweise in das Gebäude zurückgeführt. Die Umstellung geschieht von Hand mit ungeregelter Benutzung. Unter den genannten Bedingungen beträgt der Energiebedarf für Strom rund 61 000 kWh/a, für Wärme knapp 36 000 kWh/a., was mit jährliche Energiekosten von rund 15 500 DM verbunden ist.
Mit der Sanierung dieser Altanlage durch Frequenzumformer gesteuerte Ventilatoren und einer Steuerung für Schieber und Weiche kann enormes Einsparpotential freigesetzt werden. Die Energiekosten reduzieren sich auf 9300 DM/a (Einsparung: ca. 6200 DM/a) bei einer Investition von rund 30 000 DM.
Maximale Kostenreduzierung wird durch die Installation einer neuen Absauganlage mit Zwischenfilter, in einer isolierten Ausführung, sowie einem reinluftseitigen Ventilator erreicht, der über Frequenzumformer gesteuert ist. Über einen zusätzlichen kleinen Transportventilator wird das Material vom Zwischenfilter und vom Hacker in das Silo abgesaugt. Diese Luft gelangt nicht mehr in das Gebäude zurück.
Die durch diese Maßnahmen erzielbare jährliche Einsparung beträgt 10 800 DM, bezogen auf die Ausgangssituation. Der Einsparung steht eine Investition in Höhe von 160 000 DM, gegen-über. Im Vergleich zur ursprünglichen Investition in Höhe von 100 000 DM in den unbefrie-digenden gegebenen Ist-Zustand der Ausgangssituation ergibt sich also eine Mehrinvestition in Höhe von 60 000 DM, die allerdings auf Grund der erzielbaren Wirtschaftlichkeit absolut vertretbar ist.
Lackierung
Zur Oberflächenbehandlung wird im Lackierraum eine RTL-Anlage betrieben. Es handelt sich hier um einen Handlackierplatz mit Zuluft 14 500/7250 m³/h (Stufe 1/Stufe 2) und Abluft 14 000/7000 m³/h. Für gute Arbeitsbedingungen und Lackierqualität wird im Unternehmen schon im Ausgangszustand ein Lackierstand mit vertikaler Luftführung genutzt. Entsprechend der Nutzungsarten, ergibt sich für die Ventilatoren bei Stufe I eine Laufzeit von 880 Stunden/a sowie bei Stufe II von 620 Stunden/a. Der Energiebedarf des Lackierraumes für Strom beträgt rund 12 800 kWh, für Wärme ca. 41 500 kWh, was zu jährlichen Kosten von 6207 DM führt.
Die vorhandene RLT-Anlage gehört zur ersten Generation ihres Typs. Die Nachteile dieser Anlage sind: Fehlende Umluftfunktion und Wärmerückgewinnung, schlechter Wirkungsgrad der Ventilatoren, ungenügende Steu-erungsmöglichkeiten.
Bei der ersten Verbesserungsmaßnahme kommen Ventilatoren mit höherem Wirkungsgrad, eine Umluftfunktion und eine Stufenautomatik zur Anwendung. Dies führt zu Einsparung von gut 1100 DM/a bei einer Investition von ca. 15 000 DM. Weitere Optimierung würden eine Wärme-rückgewinnung sowie eine elektronische Raumüberwachung mit sich bringen. Dann könnten die Ventilator-Laufzeiten weiter gesenkt, und ca. 40 % vorgewärmte Frischluft gewonnen werden. Dies würde eine Einssparung von rund 3150 DM/a bewirken, der eine Investition in Höhe von ca. DM 25 000 gegenüber stünde. Je nach Typ der Wärmerückgewinnung sind heute sogar mehr als 70 % möglich.
Heizung
Nach der Umstrukturierung benötigt der Musterbetrieb eine Wärmemenge von rund 260 000 kWh/a. Zur Wärmeerzeugung wurde ein alter handbeschickter Holzfeuerungskessel in Kombination mit einem Heizölkessel eingesetzt. Zur Verfügung standen ca. 220 m³/a Restholz aus eigenen Abfällen. Die restliche Energie wurde mit dem Heizölkessel erzeugt. Aus dem entstandenen Abgasverlust von 22,5 %, den Bereitschaftsverlusten, sowie den Strahlungs- und Nutzungsverlusten ergab sich ein Jahresnutzungsgrad von 64,8 %. Mit den vorhandenen Holzresten konnte ein Bedarf von ca. 150 000 kWh abgedeckt werden. Auf Grund des gestiegenen Wärmebedarfs muss daher ein gravierender Anteil der benötigten Wärmemenge durch den Heizölkessel abgedeckt werden. Für die Erzeugung der restlichen benötigten 110 000 kWh wurden bei einem Nutzungsgrad des Heizölkessels von 88 % insgesamt rund 13 000 Liter Heizöl eingesetzt. Die gesamten Wärmeerzeugungskosten setzen sich zusammen aus Mannkosten (Instandhaltung, Beschickung), sonstigen Kosten des Holzkessels und Heizölkosten.
Aus den Jahresgesamtkosten in Höhe von DM 18 725 ergab sich ein Wärmepreis von 7,2 kWh/a. Ursache für die hohen Verluste waren Undichtigkeiten am Kessel, die Verschmutzung des Brenn-raumes und ungesteuerte Luftverhältnisse im Brennraum.
Eine Verbesserung der Situation ist bereits durch Abdichten und Säubern des Brennraumes sowie den Einbau von Luftklappen möglich. Dies würde eine Reduktion des Energieeinsatzes von 22 000 kWh/a ergeben, was einer Einsparung von ca. 1600 DM/a entspricht. Ein neuer handbeschickter Kessel mit Speicher und einem Jahresnutzungsgrad von 88 %, bei den gegebenen Randbedingungen würde aus dem vorhandenen Restholz eine Nutz-wärme von 178 000 kWh/a erzeugen. Der Bedarf an zusätz-lichem Heizöl beträgt dann rund 9500 Liter/a. Der jährlichen Ersparnis von 4000 DM steht eine Investition von 30 000 DM gegenüber.
Eine weitere Variante ist eine automatisch beschickte Rotationsfeuerungsanlage, welche beide Kessel, Holz und Öl, ersetzen kann. Eine solche Anlage zeichnet sich durch sehr hohe Nutzungsgrade, modulierende Brenner und eine kontrollierte Verbrennung aus. Bei einem Nutzungsgrad von 90 % muss für die benötigte Wärmemenge der Energiegehalt von 288 528 kWh/a eingesetzt werden. Dies entspricht ca. 280 m³ Holzhackschnitzel/a. Wegen der vorhandenen Möglichkeit, von einem anderen Holzbetrieb Restholz zu beziehen, müssten keine weiteren Energieträger zugekauft werden. Es fallen dann nur noch die Kosten für Instandhaltung und Betrieb der Anlage in Höhe von ca. 2500 DM/a an.
Ohne Bedienung der Kapitalkosten ergäbe sich eine Einsparung von 16 200 DM/a bei einer Investition von ca. 80 000 DM.
Stromeinkauf
Ein neuer Vertrag beim örtlichen Energieversorger, der Ende 1999 geschlossen wurde, bewirkte eine Kostensenkung um 33 %/a. Dieser läuft Ende 2000 aus. Bei Heranziehung der Ausgangssituation entstehen Stromkosten in Höhe von gut 33 000 DM/a bei einem Durchschnittspreis von 18,8 Pf/kWh.
Eine Chance für kleinere Betriebe ist seit kurzem auch z. B. die Mitgliedschaft in einem „Strompool“. Der genannte Musterbetriebe würde bei einem Durchschnittspreis von 15 Pf/kWh seine Jahresstromkosten ohne Investition um 6600 DM senken können.
Zusammenfassung
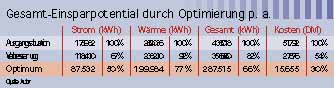
Durch die genannten Optimierungen sinken die Stromkosten bei dem bestehenden Vertragswerk von 33 069 DM/a (DM 0,188 kWh) und 24 004 DM (DM 0,203 kWh) auf 18 208 DM/a (DM 0,208 kWh).
Die Zahlen machen deutlich, dass erhebliche Energiekosten eingespart werden können.
Abschließend sei angemerkt, dass bei der Untersuchung des Unternehmens zum effizienten Einsatz der Energie Schwerpunkte gesetzt wurden, darüber hinaus aber durchaus noch weitere Ansatzpunkte vorhanden sind.
Michael Kleesattel,
Ingenieurbüro M. Kleesattel
Consult GmbH, 58636 Iserlohn
Teilen:
 Ist doch sonnenklar
Ist doch sonnenklar







{kind=link}