











Eine häufige Schwachstelle in handwerklichen Tischler-/ Schreinerbetrieben ist der innerbetriebliche Materialtransport. Haben sich viele Betriebsinhaber in den vergangenen Jahren einerseits mit Erfolg bemüht, durch den Einsatz moderner und leistungsfähiger Maschinen und Anlagen die Fertigungsabläufe zu verbessern und die Durchlaufzeiten zu verkürzen, wird andererseits dem Materialhandling zwischen den einzelnen Bearbeitungsschritten meist zu wenig Aufmerksamkeit gewidmet.
Wenn man sich vor Augen führt, dass in Holz verarbeitenden Betrieben mit fünf bis zehn Mitarbeitern im Durchschnitt 35 % der Fertigungszeiten – also ein Drittel der Lohnkosten – für Transportzeiten beansprucht werden, wird schnell deutlich, dass hier ein Ansatzpunkt für spürbare Kostensenkungen vorhanden ist.
In jeder Schreinerei müssen Werkstoffe, Materialien, Werkstücke, halbfertige und fertige Teile transportiert werden. Typische Transportvorgänge sind:
• Materialentladung bei der Anlieferung
• Transport der Materialien in das Materiallager
• Materialentnahme aus dem Lager
• Transport der Werkstücke von Maschine zu Maschine
• Eingabe von Werkstücken in die Maschine
• Abnahme und Ablegen der Werkstücke hinter der Maschine
• Umstapeln und Weitertransport von zwischengelagerten Werkstücken
• Transport von halbfertigen Teilen zur Weiterbearbeitung
• Transport von fertigen Teilen in das Fertiglager
• Beladen von Lieferfahrzeugen.
Zum Materialtransport gehören also alle Vorgänge, bei denen Werkstücke und -stoffe bewegt werden, ohne dass dabei eine manuelle oder maschinelle Bearbeitung erfolgt.
Da es sich bei den zu transportierenden Teilen oft um schwere und sperrige Gegenstände handelt, ist der Transport meist mit körperlicher Anstrengung und erheblichem Zeitaufwand verbunden. Durch eine Verbesserung des innerbetrieblichen Materialtransportes können daher folgende Ziele erreicht werden: Erhöhung der Produktivität, Abbau körperlicher Belastungen, Verringerung der Unfallgefahren, Reduzierung des Zeitbedarfs je Auftrag, bessere Auslastung der Betriebsmittel.
Bei den Überlegungen zur Gestaltung des innerbetrieblichen Materialtransportes sind folgende Fragen von Bedeutung:
- 1. Transportgut: Was muss transportiert werden?
- 2. Transportmenge: Wie viel muss wie oft transportiert werden?
- 3. Transportwege: Wohin muss transportiert werden?
- 4. Transportbedingungen: Welche Randbedingungen sind zu berücksichtigen? (Beschaffenheit des Fußbodens, Transporthöhe, Steigungen/Gefälle, ein- oder mehrgeschossig)
- 5. Transportmittel: Womit soll transportiert werden?
Die Antworten auf diese Fragen können je nach Betriebsgröße und Art der Fertigung sehr unterschiedlich sein. Charakteristisch für das Tischler-/Schreinerhandwerk ist die Einzelfertigung, bei der die zu transportierenden Teile von Auftrag zu Auftrag sowohl von der Menge als auch von den Abmessungen her völlig unterschiedlich sein können. Serienfertigende Betriebe haben es dagegen mit Werkstücken zu tun, die von Art und Größe und den einzelnen Bearbeitungsschritten weitgehend gleich sind. Maßnahmen zur Verbesserung des Materialtransportes können daher nicht nach Standardregeln erfolgen, sondern müssen individuell geplant werden.
Die verschiedenen Transportarten
In Holz verarbeitenden Betrieben kann zwischen folgenden Transportarten unterschieden werden:
• manuell von Hand
• mit Flurförderzeugen
• mit Krananlagen
• mit Rollenbahnen
• mit Hängebahnen.
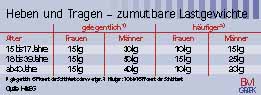
Transport von Hand: Wenn auch durch eine Verbesserung des innerbetrieblichen Materialtransportes der Transport von Hand nach Möglichkeit vermieden werden soll, ganz ausgeschlossen werden kann er nicht. Denn in der Praxis werden immer wieder Einzelteile zu transportieren sein, für die der Einsatz von Transportmitteln zu umständlich und zeitaufwendig ist. Dabei sollten aber die “zumutbaren Lastgewichte” nicht überschritten werden, die in der ZH 1/743 “Transport und Lagerung von Holzwerkstoffplatten” (herausgegeben von der Holz-BG) definiert sind.
Wie schnell diese zumutbaren Lastgewichte erreicht bzw. überschritten werden, zeigen folgende Beispiele:
• Spanplatte, Format 2,60 x 2,05 m, 16 mm dick: ca. 60 kg
• Spanplatte, Format 2,60 x 2,05 m, 22 mm dick: ca. 80 kg.
Zur Erleichterung des Plattentransportes von Hand können Tragegriffe oder -zangen sowie Plattenroller und Transportwagen eingesetzt werden.
Transport mit Flurförderzeugen: Für den Materialtransport in handwerklichen Tischler-/ Schreinerbetrieben werden am häufigsten Flurförderzeuge eingesetzt. Dazu gehören alle Transportmittel und -geräte, die auf dem Boden eingesetzt werden, wie beispielsweise Plattenroller, Rollrahmen, Rollwagen mit verschiedenen Aufbauten, Hebelroller, Hubwagen, Gabelhubwagen, Stapler (Front- oder Seitenstapler).
Voraussetzung für deren Einsatz sind ausreichende Transportwege. Bereits bei der Betriebsplanung und bei der Maschinenaufstellung ist darauf zu achten, dass auf jeden Fall ein Hauptverkehrsweg, der möglichst geradlinig durch den gesamten Betrieb verlaufen sollte, vorgesehen wird.
Der Transportweg muss so breit sein, dass mit den gebräuchlichen Transportmitteln ungehinderter Gegenverkehr möglich ist. In Schreinereien werden vielfach Transportwagen eingesetzt, die ca. 1,10 m lang und 0,70 m breit sind. In diesem Fall reicht für den Transportweg eine Breite von etwa 1,50 m aus.
Transportwege können ihre Funktion nur dann erfüllen, wenn sie ständig und konsequent für den innerbetrieblichen Materialtransport freigehalten werden. Aus diesem Grund sollten die Wege auch deutlich sichtbar durch gelbe oder weiße Begrenzungslinien markiert werden.
In größeren holzverarbeitenden Betrieben, vor allem wenn mit Staplerverkehr zu rechnen ist, sind noch weitergehende Forderungen zu beachten, die im wesentlichen in folgenden Regelwerken enthalten sind:
• § 17 Arbeitsstättenverordnung “Verkehrswege”
• Arbeitsstätten-Richtlinie ASR 17/1,2 “Verkehrswege”
• ZH 1/640 “Innerbetriebliche Verkehrswege”
• DIN 18225 “Industriebau; Verkehrswege in Industriebauten”.
Transport mit Krananlagen: Krananlagen eignen sich vor allem für den Transport schwerer Lasten. Hierbei wird unterschieden zwischen Einschienenlaufkranen, Brückenkranen und Schwenkarmkranen mit Wand- oder Säulenbefestigung.
Während Einschienenlaufkräne nur in einer Achse befahrbar sind, können mit Brückenkranen größere Transportbereiche abgedeckt werden.
In Schreinerbetrieben werden Krananlagen selten eingesetzt. Sinnvoll können sie im Bereich des Plattenlagers sein. Dabei können je nach Art der Lagerung als Lastaufnahmemittel für Einzelplatten, Greifklemmen oder Vakuumheber und für Plattenpakete C-Haken, Klammern oder Paketgreifer verwendet werden. Allerdings muss die lichte Raumhöhe mindestens 3,60 m betragen.
Transport mit Rollenbahnen: Rollenbahnen eignen sich besonders für den Transport von Plattenstapeln, wie sie in größeren Innenausbaubetrieben und in der Möbelindustrie vorkommen. In Klein- und Mittelbetrieben des Tischler/Schreinerhandwerks werden sie nur selten eingesetzt, zumal dafür auch ein relativ großer Platzbedarf erforderlich ist. Beim Transport auf Rollenbahnen sind folgende Sicherheitsaspekte zu beachten:
• Kleine Platten nur auf Stapelunterlagen lagern, um ein Abkippen zu verhindern.
• Die Stapelhöhe von ungebündelten Platten darf höchstens das 2,5fache der Stapelbreite betragen, damit die Platten beim Verschieben nicht abkippen.
• Sehr schmale Platten sollten im Verbund gestapelt oder gebündelt werden.
• Zum Verschieben der Plattenstapel von Hand sind zwischen den Rollenbahnen ausreichend breite Verkehrswege vorzusehen.
• An den Enden der Rollenbahnen sind Ablaufsicherungen anzubringen.
Transport mit Hängebahnen: Hängebahnen haben den Vorteil, dass durch die Verlagerung des Transportes nach oben weniger Platz für Flurförderzeuge benötigt wird. In Handwerksbetrieben beschränkt sich aber der hängende Transport im Wesentlichen auf den Bereich der Oberflächenbehandlung, insbesondere bei der Rahmenfertigung. Dabei wird die Aufhängung gleichzeitig für das Aushärten oberflächenbehandelter Bauteile genutzt. Hängebahnen werden nach einem Baukastensystem aus Schienen, Kurven und Weichen angeboten und können an praktisch alle räumlichen Verhältnisse angepasst werden.
Mehrstufige Maschinen
Auch durch den Einsatz mehrstufiger Holzbearbeitungsmaschinen kann eine erhebliche Verkürzung der Durchlaufzeiten erreicht werden. Dabei werden von einer Maschine mit mehreren Bearbeitungsaggregaten in einem Durchlauf verschiedene Arbeitsgänge durchgeführt.
Beispiele für mehrstufige Maschinen:
• Vierseitenhobelmaschine
• Kehlmaschine mit fünf bis acht Arbeitswellen
• Kantenanleimmaschine (z. B. Anleimen, Enden kappen, Kanten bündig fräsen und schleifen)
• Doppelendprofiler
• CNC-Bearbeitungszentrum (Kantenbearbeitung, Bohren, Fräsen).
Maschinenverkettungen
Die Maschinenverkettung stellt eine weitere wirksame Möglichkeit zur Verbesserung des Materialflusses dar. Dabei werden zwei oder mehrere Maschinen mit entsprechenden Transporteinrichtungen miteinander verbunden, so dass die Werkstücke lediglich an der ersten Maschine eingelegt und an der letzten Maschine innerhalb der Kette abgenommen werden müssen. Bei Serienfertigung kann auch das Eingeben und Abnehmen durch Stapelgeräte und andere Einrichtungen “automatisiert” werden. In mittelständischen Fensterbaubetrieben gehören Maschinenverkettungen praktisch schon zur Standardausstattung.
Bei Maschinenverkettungen können folgende Transportmittel eingesetzt werden:
• Rollen- und Röllchenbahnen
• Transportbänder
• Stapelgeräte
• Winkelübergabevorrichtungen
• Dreh- und Wendeeinrichtungen
• Vakuumhebegeräte.
Bei der Planung solcher Maschinenverkettungen ist eine sorgfältige Abstimmung zwischen den zu verkettenden Maschinen und Transporteinrichtungen unter Berücksichtigung folgender Kriterien vorzunehmen:
• Bearbeitungszeiten der einzelnen Maschinen
• Geschwindigkeit der Fördereinrichtungen
• Höhenunterschiede zwischen den Maschinen
• notwendige Pufferlager
• Länge der Förderstrecke
• Größe, Form und Gewicht der Werkstücke
• Sicherheitseinrichtungen, die bei Störungen an einer Maschine die gesamte Anlage stillsetzen.
Zusammenfassung
Wie bereits erwähnt, kann es für handwerkliche Tischler-/ Schreinerbetriebe kein “Patentrezept” zur Optimierung des innerbetrieblichen Materialtransportes geben. Dazu sind die betrieblichen Voraussetzungen aufgrund der Betriebsgröße, der Art der Fertigung und der baulichen und räumlichen Verhältnisse zu unterschiedlich. Die Darstellung der verschiedenen Transportarten und die Vielzahl der Transportmittel macht aber deutlich, dass es für jeden Betrieb Möglichkeiten gibt, den Materialtransport spürbar zu verbessern. Die erzielbaren Kostensenkungen sind dabei ebenso wichtig wie die Entlastung der Mitarbeiter von körperlichen Beanspruchungen. o
Unser AutorDipl.-Des. Horst Wild, Technischer Unternehmensberater und Leiter der Betriebsberatungsstelle des Fachverbandes Holz und Kunststoff Nordrhein-Westfalen
Teilen:








{kind=link}