









Die Be- und Verarbeitung von Mineralwerkstoffen erfordert spezielles Fachwissen: In einer mehrteiligen Serie dokumentieren wir, was beim Sägen, Fräsen, Kleben, Schleifen und Verformen von Mineralwerkstoffen zu beachten ist. In der ersten Folge, die in BM 2/04 ab Seite 46 veröffentlicht ist, ging es um Werkstoffeigenschaften, allgemeine Verarbeitungshinweise und um das werkstoffgerechte Sägen. In der vorliegenden Folge 2 wird das Thema Fräsen am Beispiel des flächenbündigen Einbaus eines Waschbeckens behandelt.
3. Fräsen

Maschinentechnische Voraussetzungen: Das Fräsen ist gerade bei Mineralwerkstoffen der wohl wichtigste und am häufigsten geforderte Arbeitsschritt. Ob mit dem CNC-Bearbeitungszentrum, der Tischfräse oder mit Handoberfräsen: In jedem Falle ist bei der Bearbeitung von Mineralwerkstoffen robuster und hochwertiger Maschinen- und Werkzeugbau gefragt, da deutlich höhere Schnittkräfte als bei Holz und Holzwerkstoffen auftreten. Deshalb sind auch höhere Leistungen und Präzisionslager für Spindeln und Werkzeuge erforderlich.
Handoberfräsen: In der handwerklichen Bearbeitung ist die Handoberfräse das am meisten genutzte Werkzeug für die Bearbeitung von Mineralwerkstoffen.
Eine robuste und leistungsstarke Handoberfräse mit einer Leistung von mindestens 1400 Watt ist eine Grundvoraussetzung für gute Bearbeitungsergebnisse.
Beim Fräsen von Ausschnitten oder beim Formatieren sind höhere Leistungen ab 1800 Watt zu empfehlen. Wichtig ist eine konstante, elektronische Drehzahlregelung wie sie z. B. die Type OF 2000 E von Festool gewährleistet. Gleich bleibende Drehzahlen, auch unter Last, sind genaus entscheidend für gute Bearbeitungsergebnisse wie präzise gelagerte und robuste Spindeln.
Fräswerkzeuge: Die Verwendung von Standardwerkzeugen mit Hartmetallbestückung aus der Holzbearbeitung ist möglich. Sie erfordern aber meist zusätzliche Nacharbeit.
Beim Fräsen von Ausschnitten, Radien und Profilen sowie beim Bündigfräsen von Mineralwerkstoffen mit Handoberfräsen sollten deshalb am besten nur hartmetall- oder diamantbestückte Fräser bzw. Wendeplattenfräser verwendet werden. Dabei ist auf eine ausreichende Schaftdicke von mindestens 12 mm zu achten um einen ruhigen und stabilen Rundlauf zu gewährleisten und damit Bearbeitungsspuren und Nacharbeiten zu vermeiden.
Die beste Drehzahl für den verwendeten Fräser ist abhängig von der Größe und Ausführung des Werkzeugs. Hierzu sollten die jeweiligen Herstellerangaben beachtet werden.
Beim Bündigfräsen sollten nur Fräswerkzeuge mit kugelgelagertem Anlaufring – am besten mit Kunststoffbeschichtung verwendet werden, um Schleifspuren bzw. Beschädigungen auf der Fläche zu vermeiden.
Spezialfräser: Mineralwerkstoff-anbieter, Werkzeughersteller und Fachhändler führen spezielle entwickelte Fräser für die Bearbeitung von Mineralwerkstoffen im Programm. Eigenschaften wie Materialqualität, Schneidwinkel, Freiwinkel, Spanwinkel und Drall sind speziell auf optimale Ergebnisse in Schnittqualität und Standzeit ausgelegt.
Die abgestimmte Werkzeuggeometrie sorgt für Präzision und erspart den Aufwand für Nacharbeiten. Spezielle Fräswerkzeuge werden auch für die verschiedenen Einbauformen z. B. für den flächenbündigen oder abgesenkten Beckeneinbau angeboten.
4. Einbau von Formteilen
Ausschnitte für Formteile wie Wasch- und Spülbecken sind ein Paradebeispiel für das Schablonenfräsen mit der Handoberfräse. Der Einbau von Becken ist auf verschiedene Arten möglich. So können z. B. Becken aus Cristalan von Schock sowohl flächenbündig, flächenübergreifend, abgesenkt, oder unter der Arbeitsplatte untergebaut werden.
Formteile sollten vor dem Einbau auf jeden Fall auf eventuelle Beschädigungen überprüft werden.
Flächenbündiger Einbau: Zum Einbau ist, wenn mit der Handoberfräse gearbeitet wird, immer die zum Formteil passende Schablone erforderlich. Diese stellt in der Regel der Formteile-Hersteller zur Verfügung. Zusätzlich wird für die jeweils gewählte Einbauvariante der auf die Schablonen abgestimmte Fräser- und Zubehörsatz empfohlen. Beim flächenbündigen Einbau wird folgende Vorgehensweise empfohlen:
- Die entsprechende Schablone wird mit Schraubzwingen auf die vorgesehene Arbeitsplatte gespannt. Bei asymmetrischen Formteilen ist darauf zu achten, dass die richtige Seite der Schablone nach vorn zeigt. Wichtig ist weiter, dass die Schablone rundum auf der Platte plan aufliegt.
- Mit einer 30-mm-Kopierhülse und dem passenden Ausschnittfräser wird der Ausschnitt gefräst.
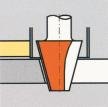
- Anschließend wird mit der gleichen Kopierhülse und einem passenden Schrägfräser die 15°-Schräge am Ausschnittrand gefräst. Dabei wird die Eintauchtiefe in mehreren Stufen gesteigert, damit das Formteil nicht plötzlich zu tief sitzt. (immer wieder durch loses Einsetzen des Beckens prüfen). Die ideale Tiefe ist erreicht, wenn das Becken ca. 1/10 bis 2/10 mm übersteht.
Quellen: Verarbeitungsempfehlungen der Firmen Festool, Wendlingen und Schock, Schorndorf
Wie das Becken fachgerecht eingeklebt und plan geschliffen wird, zeigen wir in der nächsten Folge in BM 4/04.
Profitipps
- Ausschnitte sollten immer gefräst und nicht gesägt werden: Beim Einsatz von Stichsägen ist die Gefahr von Auskerbungen an den Schnitträndern besonders groß. Dadurch können bei mechanischer Belastung Risse im Material entstehen
- Gut gelagerte Präzisionsspindeln und Werkzeugschäfte fördern die Schnittgüte und senken Nacharbeitskosten.
- Fräswerkzeuge mit kugelgelagertem Anlaufring und Kunststoffbeschichtung verwenden.
- Empfehlenswert sind Spezialwerkzeuge, mit einer Schneidengeometrie die auf Mineralwerkstoffe abgestimmt sind.
- Beim flächenbündigen Beckeneinbau: Stufenweises Fräsen der Schräge durch Steigern der Eintauchtiefe.
Teilen:








{kind=link}