










Eine neue Zahngeometrie bei Sägeblättern verspricht eine ganze Reihe von Einsatzvorteilen: Die „bombierte“ oder „ballige“ Nebenschneide erzielt nicht nur deutlich verbesserte Bearbeitungsergebnisse in „Hobelqualität, sondern sie macht Sägeblätter wesentlich universeller. Nach Forschungsergebnissen am Institut für Werkzeugmaschinen der Universität Stuttgart, eignen sich Sägeblätter mit der neuen Zahnform für die gesamte Werkstoffpalette, vom Massivholz über Holzwerkstoffe bis hin zu Kunststoffen und Aluminium.
Von Uwe Heisel, Johannes Tröger und Jürgen Graef *
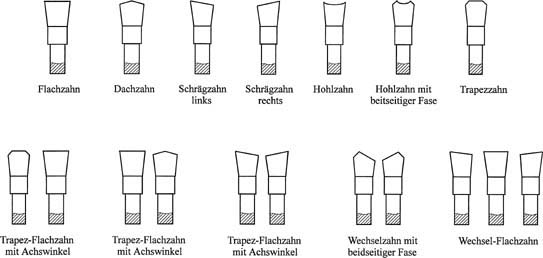
Im Laufe der technischen Entwicklung haben sich bei Kreissägeblättern unterschiedliche Zahnformen (Bild 1) herausgebildet. Die Frage, welche Zahngeometrie sich am besten für das Trennen eines bestimmten Werkstoffes eignet, ist selbst für einen erfahrenen Fachman schwierig zu beantworten. Oft sind, um mit hinreichender Sicherheit eine günstige Geometrie zu bestimmen, umfangreiche Untersuchungen erforderlich. In jüngster Zeit wurden die Holzbearbeitungsverfahren durch eine Reihe neuer Varianten ergänzt. Die neuen Verfahren beruhen auf einer drastischen Verringerung der Spanungsdicke im qualitätsbildenden Bereich des Spanbogens, wodurch eine erheblich verbesserte Bearbeitungsqualität hinsichtlich Ebenheit und Geschlossenheit der Oberfläche erzielt wurde. Eine bislang praktisch kaum genutzte Möglichkeit zur Verringerung der Spanungsdicke ist die Anwendung eines kleinen Einstellwinkels (k) im qualitätsbildenden Bereich des Schneideneingriffes. Der Einstellwinkel ist der Winkel zwischen Arbeitsebene (Rotationsebene des Werkzeuges) und der Schneide.
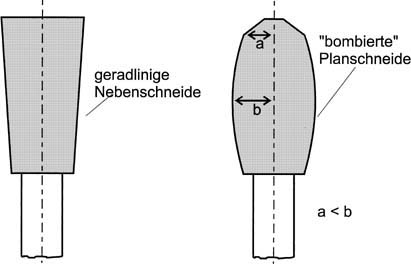
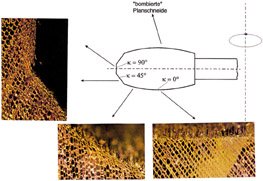
Der Fa. Space Cut in Herbrechtingen gelang es erstmalig, die günstigen Effekte kleiner Einstellwinkel auch an schmalen Kreissägen zur Wirkung zu bringen. Herkömmliche Kreissägewerkzeuge und solche mit balligen Plan bzw. Nebenschneiden unterscheiden sich dadurch, daß bei herkömmlichen Kreissägen die Schneidenecke und bei den neuen Werkzeugen nur die Nebenschneide die Bearbeitungsqualität bildet (Bild 2). Äußerlich sind neue und herkömmliche Kreissägewerkzeuge nicht zu unterscheiden (Bild 2).
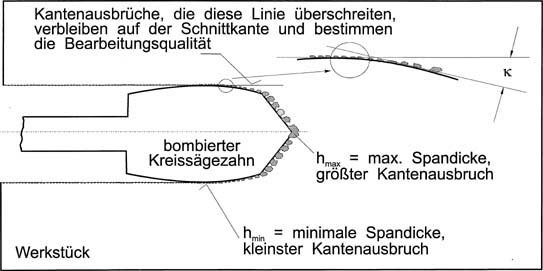
Beim Auftreffen eines Kreissägezahnes im Gegenlauf trifft nicht die Umfangsschneide zuerst auf das Werkstück, sondern die Spanfläche („Brust“). Gerade in diesem Moment wird die Bearbeitungsqualität gebildet, d.h. wir können im Moment der Qualitätsbildung der Schnittkante nicht von einem Schneid-, sondern wir müssen eher von einem Stanzvorgang sprechen. Unmittelbar danach, wenn allerdings die Qualität der Schnittkante bereits schon gebildet ist, schneidet dann auch die Umfangsschneide. Bei Kreissägezähnen mit balligen Nebenschneiden erfolgt die Qualitätsbildung durch die Nebenschneide zu einem späteren Zeitpunkt. Die Qualitätsbildung wird von der Schneidenecke in den Bereich der Nebenschneide verlagert. Durch eine stufenweisen, facettenartigen Übergang von der Haupt- zur Nebenschneide wird der Einstellwinkel (k) kleiner, je weiter wir uns von der Schneidenecke entfernen. Da die Spanungsdicke dem Sinus des Einstellwinkels proportional ist, wird mit der abnehmenden Spandicke auch der Kantenausbruch bzw. die Tiefe der Deformationszone kleiner. Der letzte Schneidenabschnitt hat hinsichtlich der Qualitätsbildung eine ausschlaggebende Bedeutung. Wird dieser Abschnitt ballig ausgebildet, erfolgt die Qualitätsbildung im Bereich kleiner bzw. kleinster Einstellwinkel (Bild 4).
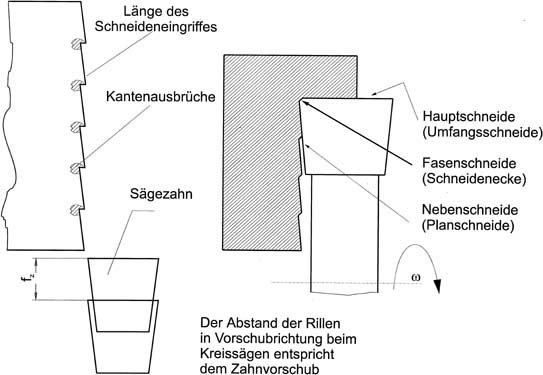
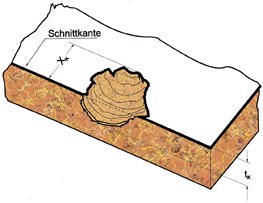
Anders ist die Qualitätsbildung der Schnittkante durch einen herkömmlichen Sägezahn (Bild 5).
Der beim Auftreffen der Schneidenecke verursachte Kantenausbruch wird nicht mehr durch die nachfolgenden Schneiden beseitigt (s. Bild 4). In ähnlicher Weise wirkt aber auch eine ballige Nebenschneide auf ein weiteres Qualitätskriterium, die Zelldeformation günstig aus. Diese Zelldeformation entsteht in erster Linie durch die Abstumpfung des Schneidkeiles. Mit einem speziell gestalteten Werkzeug kann eindrucksvoll nachgewiesen werden, wie auch mit kleiner werdendem Einstellwinkel die Deformationstiefe abnimmt (Bild 6):
Bei Kreissägewerkzeugen mit balligen Nebenschneiden erfolgt die Qualitätsbildung im Bereich kleinster Einstellwinkel, wodurch, wie im nächsten Abschnitt gezeigt wird, eine im Vergleich zu herkömmlichen Zahngeometrieen deutlich bessere Bearbeitungsqualität erzielt wird
Anhand praktischer Beispiele soll nun eine Gegenüberstellung von Schnittergebnissen balliger und herkömmlicher Schneidzähne erfolgen. Ein Kriterium ist die Größe des Kantenausbruches. Hierzu wurde jeweils ein Sägeblatt gleicher Schneidenzahl und identischen Flugkreisdurchmessers zweier renommierter Hersteller (genannt Hersteller 1 und Hersteller 2) beschafft. Um den Einfluß der Schneidkeilgestalt ohne Störungen nachzuweisen und Fehlerquellen durch Rund- und Planlaufabweichungen auszuschließen, wurden alle Werkzeuge vermessen. Die Bearbeitungsqualität wird von Zahn zu Zahn gebildet, demzufolge sind Rund- und Planlaufabweichungen von Zahn zu Zahn für die Bearbeitungsqualität entscheidend. Alle drei Werkzeuge unterschieden sich bis auf die Schneidengeometrie nur unwesentlich, so daß von vergleichbaren übrigen Werkzeugparametern und vergleichbaren Untersuchungsbedingungen ausgegangen werden konnte.
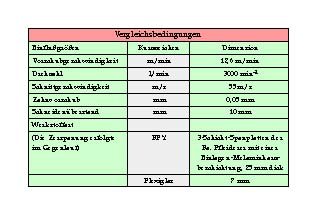
Die Vergleichsuntersuchungen erfolgten unter identischen zerspanungstechnischen Bedingungen (Tabelle 1).
Der Kantenausbruch wurde mittels eines auf dem Werkstück verfahrbaren Werkstatt-Mikroskopes bestimmt.
Es ist üblich, den größten Kantenausbruch zu bestimmen, weil besonders diese großen Ausbrüche vom menschlichen Auge als störend empfunden werden (Bild 7). Jeder Meßwert wurde somit aus 60 Einzelmessungen gemittelt.
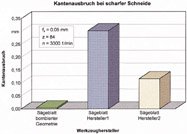
Kantenausbruch in Abhängigkeit vom Vorschubweg: Unter den gewählten vergleichbaren Abstumpfungsbedingungen wurde zwischen Kantenausbruch und Vorschubweg folgender Zusammenhang (Bild 8) bestimmt:
Sowohl im scharfen Zustand als auch mit fortlaufendem Vorschubweg unterscheiden sich die untersuchten Werkzeuge deutlich. Der Kantenausbruch des untersuchten Werkzeuges des Herstellers 2 ist im scharfen Zustand etwa 17 mal größer, das Sägeblatt des Herstellers 1 überschreitet den Kantenausbruch bombierter Schneiden sogar um das 35-fache. Zähne mit balligen Nebenschneiden erzeugen demzufolge eine in Größenordnungen bessere Bearbeitungsqualität. Dies gilt jedoch nicht nur für scharfe, sondern auch für arbeitsscharfe Zähne. EDie Standzeit ist dann erreicht, wenn bestimmte Qualitätskriterien erfüllt sind. Beispielsweise bei der Möbelteilefertigung, wird die Standzeit eines Werkzeuges dann als beendet angesehen, wenn der Kantenausbruch einen bestimmten Wert erreicht hat. In der Regel wird das Werkzeug bei einem Kantenausbruch zwischen Xk = 0,2 mm und Xk = 0,3 mm gewechselt. Wird hier als Qualitätskriterium die Größe eines Kantenausbruches von 0,3 mm vorgegeben, so erreicht das Sägewerkzeug des Herstellers 1 überhaupt keinen Standvorschubweg, es ist für diese spezielle Aufgabe nicht einsetzbar. Mit dem Werkzeug des Herstellers 2 kann ein Standvorschubweg (lt) von etwa 20 m und mit dem Werkzeug bombierter Sägezahngeometrie ein Standvorschubweg von etwa lt = 400 Meter erreicht werden. Dies entspricht etwa einem zwanzigfachen Standvorschubweg.
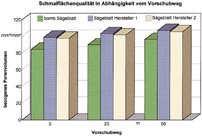
Schmalflächenqualität (bezogenes Porenvolumen): Das auf die Oberfläche bezogene Porenvolumen (Schmalflächenqualität) wird durch Füllen der Unebenheiten innerhalb der Schmalfläche mit einem Porenfüller bestimmt. Aus der Gewichtsdifferenz und der Dichte des Porenfüllers läßt sich das in die Schmalfläche eingebrachte Volumen berechnen. Auch hier sind bombierte Schneiden sowohl im scharfen, als auch im arbeitsscharfen Zustand der Sägewerkzeuge deutlich besser (Bild 8), wobei die Unterschiede jedoch im Vergleich zum Kantenausbruch nicht so gravierend sind.
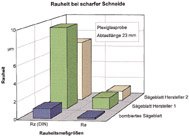
Rauhheit und Welligkeit: Auf Spanplattenschmalflächen kann infolge der Grobporigkeit der Mittellage keine Rauhheit und Welligkeit bestimmt werden. Deshalb wurde ein homogeneres Material, im Beispiel Plexiglas verwendet. Die Oberflächenprüfung erfolgte mit einem tastenden Gerät der Fa. Rank-Tayler-Hobson. Deutlich ist wiederum die Überlegenheit bombierter Zähne erkennbar (Bild 10): Gleichgültig, welches Rauhigkeitskriterium als Maß gewählt wurde, erzeugt das Kreissägewerkzeug mit balligen Nebenschneiden eine Rauhigkeit, die etwa nur 15 % bis 20 % derjenigen entspricht, die herkömmliche Sägezähne auf Plexiglas verursachen. Sehr gut sind diese unterschiedlichen Rauhigkeiten auf der Oberfläche visuell erkennbar (Bild 11). Die durchsichtige Probe wurde mit Sägezähnen balliger Nebenschneiden erzeugt. Herkömmliche Zahngeometrien erzeugen völlig undurchsichtige Flächen bei Plexiglas. Ähnliche Ergebnisse zeigen die Welligkeitskriterien (Bild 12):
Schnittergebnisse bei Massivholz
Welche Leistungsfähigkeit eine Schneide mit balligen Nebenschneiden besitzt, kann mittels eines Trennschnittes von Hirnholz demonstriert werden (Bild 13). Ein solcher qualitativ hochwertiger Schnitt ist mit herkömmlichen Kreissägewerkzeugen nicht möglich.
Aber auch eine bearbeitete Weichholz-Oberfläche würde jeder Fachmann als geschliffen einstufen (Bild 14):
Verbesserung der Oberfläche von feuchtem Schnittholz: Gegenwärtig werden große Anstrengungen unternommen und hohe Forschungsmittel dafür ausgegeben, um Holzfehler automatisch detektieren zu können. Ursache für die schwere Erkennbarkeit der verschiedenen Fehler wie Äste, Harzgallen, Risse und Verfärbungen ist die schlechte („sägerauhe“) Oberflächenqualität des feucht bearbeiteten Schnittholzes. Bei der Bearbeitung trockenen Holzes entsteht unter identischen Bearbeitungsbedingungen eine deutlich bessere Oberflächenqualität. Deshalb wird gegenwärtig das feuchte Holz getrocknet, bearbeitet und anschließend einer automatischen Fehlersuche unterzogen. Wirtschaftlich nachteilig dabei ist, daß der Wert (durch Trocknung und den Bearbeitungsvorgang) auch des fehlerhaften und damit auszusortierenden Holzes von 200 DM/m3 auf 2000 DM/m3 erhöht wird. Eine bessere Oberflächenqualität feuchten Schnittholzes hat jedoch nicht nur Bedeutung für die Aussonderung von Holzfehlern. Holz wird oft sägerauh verbaut. Die Oberfläche kann, wenn sie ebener ist, besser geschützt werden. An eine ebenere Oberfläche lagert sich weniger Schmutz an. Glattere Halbzeuge wie Balken und Leisten könnten besser verkauft werden, weil viele Bauherren die Oberfläche nur wegen des besseren Aussehens noch einmal überarbeiten.
Bekanntlich müssen die aus dem feuchten Stamm gesägten Bretter ohnehin nach der Trocknung noch einmal überarbeitet werden, weil der Trocknungsverzug abgearbeitet werden muß. Viele Fachleute bezweifeln deshalb den Sinn einer besseren Feuchtholzoberfläche. Das mag zwar augenscheinlich einleuchten, jedoch hat eine herkömmliche sägerauhe Holzoberfläche eine verhältnismäßig starke Deformationszone in der Größenordnung 0,8 mm bis 1,5 mm. Diese Schichtdicke braucht zusätzlich zum Trocknungsverzug nicht mehr abgearbeitet zu werden, wenn das Brett das Sägewerk bereits in Hobelqualität verläßt. So könnten beispielsweise 20 mm starke Bretter um 2 mm dicker das Hobelwerk verlassen. So sprechen also eine Reihe von Gründen für eine Verbesserung der Feuchtholzoberflächen. Im Institut für Werkzeugmaschinen konnten feuchte Holzoberflächen, bearbeitet mit balligen Nebenschneiden, in „Hobelqualität“ erzeugt werden. (Bild 15): Die hier dargestellten Schnittbeispiele sind erste Versuche. Inwieweit bereits eine für die Sägeindustrie optimierte Schneidengeometrie vorliegt, muß durch weiterführende Untersuchungen geklärt werden. Mit den Schnittproben soll lediglich gezeigt werden, daß auch bei der Feuchtholzbearbeitung prinzipiell Verbesserungen der Oberflächenqualität erreichbar sind.
Weichholz trocken, längs zur Faserrichtung: Im Grunde genommen ist es gleichgültig, in welcher Schnittrichtung gearbeitet wird. Nicht nur quer zur Faser (Hirnschnitt), sondern auch längs erhalt man eine Bearbeitungsqualität, die an eine geschliffene Oberfläche erinnern (Bild 16).
Bei der Bearbeitung von Kunststoffen sind oft Aufschmelzungen innerhalb der gesägten Oberfläche zu beobachten. Mit balligen Nebenschneiden erfolgt eine wesentlich geringere thermische Belastung der Oberfläche, Aufschmelzungen werden nicht mehr beobachtet (Bild 17).
Bemerkenswert ist, daß beim Sägen mit balligen Nebenschneiden visuell auf Kunststoffoberflächen keine Bearbeitungsspuren mehr erkennbar sind.
EInfolge fehlender Gratbildung sind besonders beim Sägen von Kunststoffprofilen hohe Rationalisierungseffekte erzielbar, da man eine nacharbeitsfreie Endqualität erhält (Bild 17). Aber auch gewellte Profile und Hohlkammerprofile können gratfrei bearbeitet werden (Bild 19).
Nichteisenmetallbearbeitung
Erprobungsergebnisse liegen bei den Werkstoffen Aluminium, Kupfer und Kupfer-Kunststoff-Verbundwerkstoffen, wie z.B. bei der Bearbeitung von Leiterplatten vor.
Ähnliche Ergebnisse erhält man beim Trennen von Leichtmetallprofilen (z.B. im Fahrzeugbau). Auch Aluminiumbleche, Alufolien und Aluminiumplatten und -profile können mit einer ausgezeichneten Endqualität und ohne Gratbildung bearbeitet werden (Bild 20). Hier wurden im Vergleich mit der herkömmlichen Schneidzahngeometrie bislang die besten Schnittergebnisse und eine etwa zehnfach verlängerte Standzeit, erzielt.
Wie zunächst die in der Praxis erzielten Schnittergebnisse am Beispiel der Holzbearbeitung zeigten, wurden im Bereich einer Schnittgeschwindigkeit von vc = 40 m/s sowohl die besten Bearbeitungsergebnisse als auch die größte Laufruhe des Werkzeuges erzielt. Das ist kein Zufall, denn in diesem Bereich der Schnittgeschwindigkeit liegt nach Untersuchungen von Pahlitzsch und Jostmeier ein Minimum der Schnittkraft. Es sollte günstigerweise eine Drehzahl gewählt werden, damit innerhalb dieses Schnittkraftminimums zerspant werden kann. Eine komplette Wirtschaftlichkeitsberechnung ist immer nur am konkreten Beispiel möglich, wobei zunächst Daten des Ist-Standes zu erfassen sind wie:
• Standzeit des Kreissägewerkzeuges bzw. der Kreissägen bis zum Nachschliff,
• Anzahl der erreichbaren
Nachschliffe,
• Anschaffungskosten des
Werkzeuges,
• Schärfkosten je Nachschliff,
• Werkzeugwechselzeit, Werkzeugwechselkosten,
• Maschinenstillstandskosten
durch den Werkzeugwechsel.
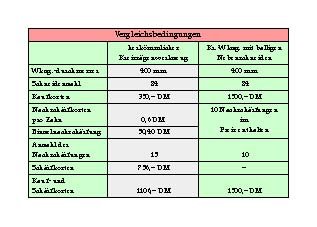
Die neuen Kreissägewerkzeuge erreichten bislang mindestens die fünffache Standzeit herkömmlicher Kreissägewerkzeuge. In einigen Fällen, beispielsweise bei der Aluminiumbearbeitung, erreichten sie sogar die zehnfache Standzeit zuvor eingesetzter Werkzeuge herkömmlicher Geometrie. Ihre Herstellung und Instandhaltung ist natürlich aufwendiger, so kostet ein solches Werkzeug inklusive von 10 Nachschärfungen etwa das Fünffache vergleichbarer Kreissägewerkzeuge, allerdings ohne deren Nachschärfkosten, die mit in die Wirtschaftlichkeitsbetrachtungen einbezogen werden müssen. Ausgehend von folgenden Ausgangsbedingungen (Tabelle 2) soll die Wirtschaftlichkeit der neuen Werkzeuge auf Basis der in der Regel fünffach verlängerten Standzeit mit herkömmlichen Kreissägewerkzeugen verglichen werden:
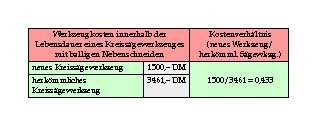
Geht man von einer fünffachen Verlängerung der einzelnen Standzeit bzw. des einzelnen Standvorschubweges aus, so erreicht das neue Werkzeug 11 x 5 = 55 Einzelstandwege, die mit herkömmlichen Kreissägewerkzeugen erreicht werden. Da diese aber 15 mal nachgeschärft werden können, müssen während der Lebensdauer eines der neuen Werkzeuge insgesamt 50 : 16 = 3,13 herkömmliche Kreissägewerkzeuge angeschafft und nachgeschärft werden (Kosten: 3,13 x 1106 = 3461 DM). Unter Berücksichtigung der Summe aller Nachschärfkosten und der Kaufkosten ergibt sich folgendes Bild (Tabelle 3).
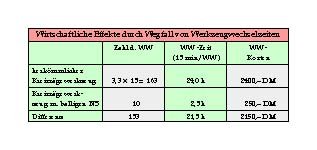
Berücksichtigt man nur die Standzeitverlängerung, dann verursacht das neue Werkzeug trotz des fünffachen Anschaffungspreises weniger als die Hälfte der bislang anfallenden Werkzeugkosten. Infolge der verlängerten Standzeit fallen im Vergleich zu herkömmlichen Kreissägewerkzeugen während der Standzeit eines Kreissägewerkzeuges mit balligen Nebenschneiden aber auch weniger Werkzeugwechsel d.h. etwa nur 1/5 der bisher erforderlichen Werkzeugwechselzeit an (Tabelle 4). Je nach der aktuellen Auslastungssituation der Maschine kann nunmehr innerhalb dieser Werkzeugwechselzeit produziert werden, wobei auch die weggefallenen Werkzeugwechselkosten sich wirtschaftlich positiv auswirken. So konnte beispielsweise bei der Bearbeitung von Aluminiumplatten bei einer zehnfach verlängerten Standzeit die Ausbringung um 30 % gesteigert werden. Völlig anders sieht die Wirtschaftlichkeit aus, wenn bislang nach dem Sägeschnitt noch eine Fertigbearbeitung erfolgen mußte. In diesem Fall kann in der Regel auf diesen zusätzlichen Arbeitsschritt verzichtet werden, wodurch die hierfür erforderlichen Kosten eingespart werden können. In diesem Fall potenziert sich gewissermaßen der wirtschaftliche Effekt, der mit solchen schmalen Stirnplanfräsern erzielbar ist.
Zusammenfassung
Durch Wahl balliger (der sonst geradlinigen) Nebenschneiden eines Sägezahnes wird infolge der Verlagerung der Qualitätsbildung von der Schneidenecke in den Bereich der Nebenschneide bei kleinen Einstellwinkeln eine deutlich verbesserte Bearbeitungsqualität, gemessen an den Kriterien Kantenausbruch, Deformations-tiefe, Rauhigkeit und Welligkeit erzielt.
Alle mit der neuen Schneidengeometrie durchgeführten Schnitte zeigten eine deutlich bessere Bearbeitungsqualität zeigten, als bislang mit herkömmlichen Sägezahngeometrien erzielbar war. Nunmehr kann mit „einer“ Zahnform die komplette Werkstoffpalette bearbeitet werden. Selbst bei der Naßholzbearbeitung ergaben orientierende Schnittversuche „Hobelqualität“.
Zur Minimierung der Schnitt- und Zerspankräfte soll bei der Holz- und Kunststoffbearbeitung möglichst in einem Bereich von vc = 40 m/s gearbeitet werden.
Der Zahnvorschub (fz) liegt nach bislang vorliegenden Erfahrungen in einem Bereich 0,2 > fz 0,5 mm. Der erforderliche Werkzeugdurchmesser (d) richtet sich nach der geforderten Schnitthöhe und der für die angestrebte Vorschubgeschwindigkeit (vf) notwendigen Zähnezahl.
Weil das Standzeitende nach Qualitätskriterien bewertet wird, resultiert daraus neben der Qualitätsverbesserung auch eine Standzeitverlängerung, die für die neue ballige Sägezahngeometrie nach bisherigen Erfahrungen bei der Bearbeitung von Plexiglas und Spanplatten ein Vielfaches, mindest aber das Fünffache gegenüber der Standzeit herkömmlicher bzw. vergleichbarer Sägewerkzeugen beträgt. Wirtschaftliche Effekte ergeben sich trotz des vergleichsweise fünffach höheren Anschaffungspreises aus der verlängerten Werkzeug-Standzeit, der Verringerung von Maschinenstillstandzeiten und der verbesserten Bearbeitungsqualität. So fallen etwa nur die Hälfte der Werkzeugkosten an, die Kreissägewerkzeuge herkömmlicher Geometrie verursachen.
Hervorzuheben ist die ausgezeichnete Bearbeitungsqualität. Besonders günstig gestaltet sich deshalb die Wirtschaftlichkeit der neuen Werkzeuge, wenn bislang nach dem Sägeschnitt noch eine Fertigbearbeitung erfolgen mußte, auf die im Regelfall infolge der verbesserten Bearbeitungsqualität der neuen Werkzeuge verzichtet werden kann. n
Literatur:
Ein detailliertes Literaturverzeichnis kann bei den Verfassern angefordert werden: Universität Stuttgart, Institut für Werkzeugmaschinen, Pf 10 60 37, 70049 Stuttgart
Teilen:








{kind=link}