










In den vorangegangenen Folgen haben wir mit dem Einkauf einerseits und der CAD-Konstruktion andererseits das Thema dieser Folge praktisch umklammert. Nach der CAD-Konstruktion wird auf die eine oder andere Art und Weise eine Stückliste erstellt, die unter anderem eben auch Grundlage für den Einkauf ist. Wer sich also Gedanken zum Thema Arbeitsvorbereitung macht, der kommt praktisch unweigerlich auf das Thema Stückliste.
Vielerorts stellt die Stückliste oder „Holzliste“ schon fast eine heilige Kuh dar – die Mitarbeiter in der Fertigung erwarten eine ganz bestimmte Erscheinungsform und immer wieder kommt es zu Diskussionen darüber, wie so eine Stückliste denn nun gestaltet sein muss, um Ablesefehler und Rückfragen zu vermeiden.
Das war nicht immer so. Geht man 10 – 15 Jahre zurück, so war in der Mehrheit der Betriebe die Stückliste beileibe nicht das Dokument, mit dem die Fertigung angeleitet wurde, etwas zu produzieren. Vielmehr unterwies der Chef seine Gesellen, was zu fertigen sei. Daraufhin erstellten diese selbstständig ihre Stückliste – eventuell sogar auf einer Restplatte – und dann konnte die Fertigung beginnen. Diese Vorgehensweise war effektiv, solange der Herstellungsprozess nicht aufgabenteilig, sondern auftragsorientiert organisiert war, ein Mitarbeiter oder ein Team von Mitarbeitern also einen Auftrag vom Brettriss bis zur Endmontage begleitet hat.
Heute stellt die Stückliste neben Detailplänen aus der CAD-Konstruktion, die wir im vorangegangenen Artikel betrachtet haben, die zentrale Arbeitsunterlage für die Fertigung dar. Dabei steht Stückliste als Oberbegriff für eine Vielzahl von gedruckten und elektronischen Dokumenten, die sich auch nicht mehr nur an einen Abnehmer richten. Und es gibt kaum einen Bereich im Betrieb, an dem offensichtlicher wird, wie durch das Zusammenspiel von EDV und Maschinentechnik Abläufe und der Informationsfluss optimiert werden können.
Wesentliche Zielsetzungen und Einsatzbereiche
Bevor wir uns im einzelnen ansehen, wie die Stücklistenerstellung als solche effizient abläuft, betrachten wir die vielfältigen Nutzungsmöglichkeiten der Stückliste und die vielen Punkte, an denen durch den kombinierten Einsatz von Informationstechnik im Betrieb Abläufe gestrafft und Leerzeiten minimiert werden können. Sehen wir uns einmal die wichtigsten Zielsetzungen an, die mit einer Stückliste verknüpft sind:
- Definition der zu fertigenden und montierenden Bauteile
- Infos für den Plattenzuschnitt
- Infos für die Bekantung und Profilierung
- Zusammenstellung von Furnieren und Belägen
- Auflistung der zu kommissionierenden Beschläge und Zukaufteile
- Auflistung aller zu lackierenden Bauteile.
Welche Informationen tatsächlich auf den Listen stehen, richtet sich nach der Organisation der Fertigung bzw. den regelmäßig gefertigten Bauteilen und den verwendeten Materialien. Wer kaum noch mit Massivholz arbeitet und bei Kanten nur noch Rollenware verarbeitet, benötigt andere Informationen als Betriebe, die viel furnieren oder häufig lackierte Oberflächen herstellen. Daraus ergeben sich folgende, bereits betriebsspezifisch variierende, minimale Anforderungen an die darzustellende Stücklisteninformation:
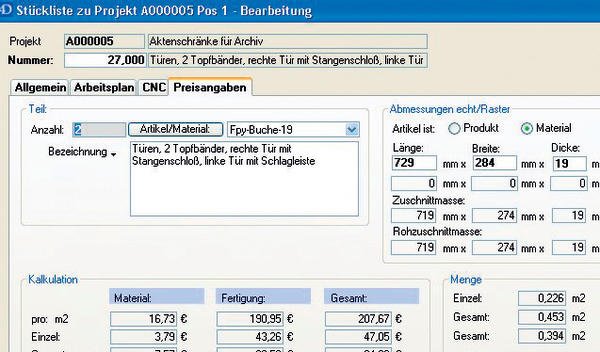
- Anzahl
- Material
- Bezeichnung
- Fertigmaße
- Beläge
- Kanten
- Lacke.
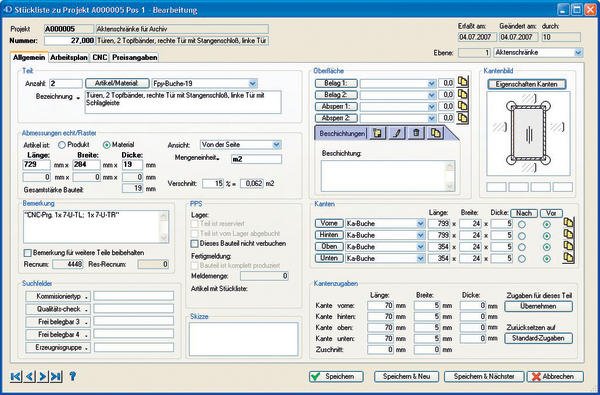
Abhängig vom Fertigungsprozess sind weitere Informationen notwendig, die dann gezielt an bestimmten Arbeitsplätzen Verwendung finden. Die Notwendigkeit hierfür ergibt sich genau dann, wenn im Betrieb so arbeitsteilig gearbeitet wird, dass nach Fertigstellung eines Arbeitsschritts das Material zur nächsten Stelle weiterläuft und dort alle Informationen für die Weiterverarbeitung vorhanden sein müssen. Ergänzend können sich daher folgende Informationen auf der Liste wiederfinden:
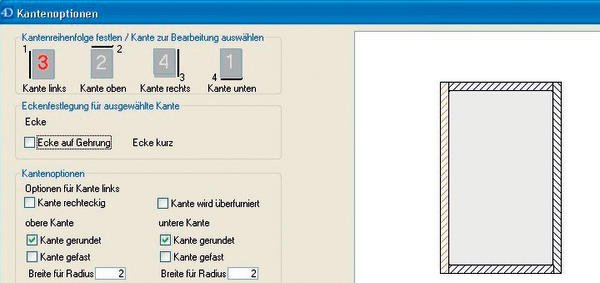
- Kantenreihenfolge / Kantenbild
- CNC-Programmname
- Zuschnittmaß
- Rohmaße
- Bauteilskizze
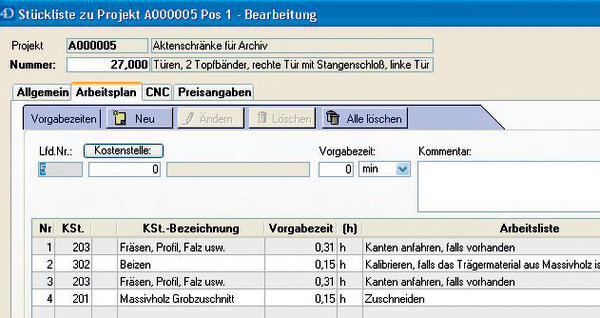
- Zeitvorgaben
- Eindeutige Teileidentifikation für Kommissionierung und Montage
- Verweis auf Zeichnung
- Lieferant
- Hinweise zum Kunden, Beschreibung des zu fertigenden Möbels
- Fertigungsauftrag.
Da diese Informationen nicht alle gleichzeitig auf einer Liste dargestellt werden können, unterteilt man die Stückliste in verschiedene Ausfertigungen:
- Gesamtliste
- Plattenliste
- Furnierliste
- Kantenliste
- Oberflächenliste
- Arbeitsplan
- Packliste
- Lagerentnahmeliste.
Aus den unterschiedlichen Ausfertigungen kann man natürlich gut auch mehrere verschiedene Abnehmer bzw. Adressaten ablesen:
- Zuschnitt
- CNC-Bearbeitung
- Kantenbearbeitung
- Oberflächenbearbeitung
- Zeiterfassung
- Lagerverwaltung
- (End-)Montage.
An einigen Arbeitsplätzen ist das Vorhandensein einer gedruckten Liste gar nicht mehr erforderlich. Wer eine liegende Plattensäge in Verbindung mit einer Zuschnittoptimierung nutzt, benötigt eine eigentliche Plattenliste nicht. Vielmehr wird diese als Datei auf die Säge überspielt. Zeitgleich mit dem Zuschnitt können so die erstellten Bauteile mit Etiketten versehen werden, die sie exakt identifizieren und auf denen ggf. weitere Bearbeitungsschritte ablesbar sind.
Wer beispielsweise ein CNC-Bearbeitungszentrum nutzt, könnte auf dem Etikett bereits den Namen des CNC-Programms wiederfinden, falls das Teil noch gebohrt und gefräst werden muss. Im Bereich der CNC-Maschine kann durch das Vorhandensein einer CNC-Arbeitsliste (im Maschinen-Rechner) nicht nur der komplette Satz zu fertigender Bauteile für einen Auftrag hinterlegt werden, gleichzeitig ermöglicht solch eine Arbeitsliste auch eine wirkungsvolle Kontrolle darüber, wann alle Bauteile eines Auftrags bearbeitet wurden und somit „CNC-fertig“ gemeldet werden können.
Auf dem Etikett können sich dann selbstverständlich auch bereits alle Informationen über die anzufahrenden Kanten befinden. Werden am Kantenautomaten die Kanten in entsprechenden Magazinen gehalten, kann selbst deren Ansteuerung weitgehend automatisiert werden.
Wer in seinem Lager bereits einen PC-Arbeitsplatz im Einsatz hat, kann die Materialentnahmeliste gleichzeitig als Basis für die notwendige Lagerverbuchung einsetzen. Für alle Teile, die so für eine Kommission zu sammeln sind, falls sie nicht schon gleich bei der Anlieferung an einem gemeinsamen Kommissionslager abgelegt wurden, ist eine elektronische Kommissionierungsliste sehr zweckmäßig. Alternativ ist eine Umsetzung mithilfe eines mobilen Datenscanners denkbar, der die Lagerentnahme protokolliert und hinterher an das PPS-System übergibt.
Stücklistenerstellung: Branchensoftware gefragt
Es ist klar, dass die genannten Dokumente nur noch durch automatisierte Erstellung rationell erzeugt werden können. Dabei sprechen wir hier weniger die Erfassung der Daten als solche an, als vielmehr die Erzeugung der auf die unterschiedlichen Abnehmer zugeschnittenen Ausgabedaten.
Die Erfassung der Stückliste in einem normalen Office-Paket ist hierfür nicht ausreichend. Auch wenn man sich hier mit entsprechenden Kenntnissen diverse Ausgabeformate erzeugen kann, erfordern Abnehmer, die keine gedruckte Liste, sondern eine Datei benötigen, ganz besondere Datenformate.
Der wichtigste Grund, wieso zudem die Erfassung der Stückliste von der Ausgabe getrennt zu sehen ist, liegt in der Ablauforganisation. Wer nicht mehr den Kundenauftrag als Basis für die Fertigung zugrunde legt, sondern einen optimierten Fertigungsauftrag, der Bauteile aus unterschiedlichen Kundenaufträgen zusammenfasst, kommt um die Nutzung einer Branchensoftware nicht mehr herum.
Ein weiterer Grund, der eine datenbankgestützte Erstellung der Stückliste immer zwingender macht, rührt von der immer genaueren Spezifikation der zu verwendenden Materialien her. Wo beispielsweise früher noch Informationen wie „Span weiß“ ausreichten, um eine weiß beschichtete Spanplatte zu kennzeichnen, ist heute nicht nur anzugeben, ob es denn nun eine glatte oder geperlte Oberfläche ist, sondern vielmals spielt auch der Plattenhersteller eine Rolle, falls ein spezieller Weißton vom Kunden gefordert ist oder aus fertigungstechnischen Gründen ein bestimmtes Format in der Grundplatte erforderlich ist.
Die unterschiedlichen Erfassungsvarianten
Was den eigentlichen Erfassungsvorgang angeht, so gibt es mehrere unterschiedliche Lösungen. Den Idealfall stellt mit Sicherheit die direkte Übernahme aller Daten aus einem CAD-System dar. In diesem Fall ist die Stückliste nur noch ein „Abfallprodukt“ der zuvor im CAD durchgeführten konstruktiven Arbeitsvorbereitung. Gerade für alle parametrisch erzeugbaren Möbel kommt dies dem Ideal von „wenig arbeiten und viel Ergebnis erhalten“ besonders nahe. Die Ausarbeitung von nicht standardisierten Einzelbauteilen im CAD ist da schon deutlich aufwändiger, ergibt jedoch für die Stückliste genau dann Sinn, wenn dadurch gleichzeitig Konstruktionsdaten erstellt werden, die auch noch anderweitig genutzt werden können, beispielsweise für CNC-Programme.
Bei Beschlägen ist jedoch das CAD als Datenquelle in manchen Fällen nicht der beste Lieferant, falls die dann erforderliche Detaillierung in der Zeichnung nicht erforderlich ist. Andererseits stellt die separate Erfassung von Beschlägen in der Branchensoftware genau dann eine Herausforderung dar, wenn die zeichnerische Arbeit noch im Fluss ist und Daten aus dem CAD vielleicht noch mehrfach überarbeitet übernommen werden sollen. Viele Systeme, aber auch Anwender, sind mit der dann notwendigen Synchronisation der Daten überfordert.
In manchen Fällen ist eine CAD-Konstruktion auch gar nicht erforderlich, falls es sich um Stücklisten für Möbel oder Zulieferbauteile handelt, die nicht zeichnerisch ausgearbeitet werden müssen. Das kann speziell auch dann der Fall sein, wenn hierfür bereits fertige, vielleicht sogar variable CNC-Programme existieren. Mit Hilfe variabler Stücklisten können Auftragsstücklisten dann einfach abgeleitet werden.
Das Potenzial nutzen: Vorsprung durch Details
Wie auch immer die Erfassung erfolgt: Besonderes Augenmerk ist mit Blick auf die oben dargestellten Verwertungsmöglichkeiten auf die Detailliertheit der erfassbaren Information zu legen. Je differenzierter ein Bauteil beschrieben werden kann, umso vielfältiger können die erzeugbaren Dokumente und Dateien sein. Ein Beispiel aus dem Bereich der Plattenoptimierung macht dies gut deutlich:
Wer bei Schrankmöbeln auf ein harmonisches Frontbild achtet, muss die Front zuerst am Stück zuschneiden, bevor sie dann aufgetrennt wird. Diese Information muss in passender Form an den Zuschnitt weitergegeben werden. Setzt man eine Zuschnittoptimierung ein, reicht die einfache Angabe dieses Sachverhalts in einer Bemerkung nicht mehr aus. Wird ein Bauteil furniert, so erfolgt der Zuschnitt sogar in zwei Teilabläufen. In diesem Fall müssen an die Zuschnittoptimierung andere Bauteile übergeben werden als auf der Liste für die CNC-Bearbeitung oder die Bekantung.
Ein weiterer Anlass für eine hohe Detaillierung der Stückliste ist durch die Verzahnung mit der Lagerbewirtschaftung gegeben. Eine gut ausgearbeitete Stückliste beschreibt präzise den Materialbedarf, der zur Durchführung eines Auftrags notwendig ist, gerade auch bei kommissionsweise einzukaufenden Materialien. Durch den Abgleich mit dem Lager kann die Entscheidung, welche Materialien zu welchem Zeitpunkt bei welchem Lieferanten eingekauft werden müssen, auf Basis von Reservierungen und der bekannten Lieferzeiten einerseits und der Einbautermine beim Kunden andererseits getroffen werden. Für Plattenwerkstoffe bietet es sich an, die von der Zuschnittoptimierung exakt ermittelbare Menge an Grundplatten für den Einkauf bzw. die Lagerbebuchung heranzuziehen.
Viele Betriebe scheuen davor zurück, in der Fertigung vom Kundenauftrag Abstand zu nehmen und stattdessen nach fertigungstechnischen Kriterien zu bündeln. Mögliche Kriterien, die eine Zusammenfassung über die Grenzen eines Kundenauftrags hinweg nahelegen, sind zu finden in der Gleichartigkeit von Bearbeitungsprozess, Material und Form, um nur einige zu nennen.
Eine solche Zusammenfassung funktioniert nur noch, wenn jedes Bauteil so exakt beschrieben ist, dass es am Ende des maschinellen Fertigungsprozesses wieder dem richtigen Kundenauftrag zugeordnet wird. Mündliche Überlieferung scheitert hier.
Arbeitsverlagerung zur Erhöhung der Kapazität
Mit Verlagerung der Arbeitsvorbereitung ins Büro verschiebt sich das Kräfteverhältnis zwischen Fertigung und Büro immer mehr hin zu einem zahlenmäßigen Gleichgewicht. Das bedeutet beileibe nicht, dass die Arbeitsvorbereitung ineffizient ist, sondern dass dadurch in der Fertigung Kapazitäten besser genutzt werden können. Typisch für den Hochlohnstandort Deutschland, zeigt die Investition in hoch qualifiziertes Personal auch hier Wirkung. Das Qualifikationsprofil des Arbeitsvorbereiters ist hoch anzusiedeln, genauso aber auch die Fähigkeiten der in der Fertigung verbleibenden Mitarbeiter, da diese immer komplexere, leistungsfähige Maschinen bedienen müssen. Eine Spezialisierung wird durch entsprechend ausgearbeitete Arbeitsunterlagen möglich und nötig.
Nicht für jeden Betrieb kommen alle hier vorgestellten Maßnahmen in Frage. In vielen Fällen macht alleine aufgrund der Betriebsgröße und -ausrichtung eine hochtechnisierte Fertigung nicht viel Sinn. Jede Rückfrage jedoch, die man sich durch entsprechende Arbeitsunterlagen erspart, beschleunigt die Fertigung, sichert Qualität und senkt gleichzeitig die Kosten.
Im fünften und letzten Teil dieser Serie in BM 9/2007 wird es um das Thema Zeiterfassung gehen. ■
Sagen Sie uns Ihre Meinung zum Thema Stückliste!
EDV im Tischlerhandwerk
- Welche Bedeutung hat in Ihrem Betrieb die Erstellung einer detaillierten Stückliste?
- Erfassen Sie Stücklisten im Büro oder machen dies die Gesellen in der Werkstatt?
- Nutzen Sie eine Branchensoftware oder setzen eine Office-Software wie Excel oder OpenOffice ein?
- Übernehmen Sie Stücklisten von CAD-Systemen?
- Sind Sie mit Ihrer aktuellen Vorgehensweise im Bereich Stücklistenerfassung zufrieden? Wenn nein, warum nicht?
- Steuern Sie Maschinen aus der Stückliste heraus an? Wenn ja, welche?
- Drucken Sie Barcodes auf die Stückliste?
- Nutzen Sie die Stückliste auch zur Lagerbebuchung?
Schreiben Sie uns Ihre Meinung, Ihre Erfahrungen und gerne auch Ihre Anregungen: per Fax oder per E-Mail. Interessante Aussagen zum Thema EDV im Tischlerhandwerk werden wir im Rahmen dieser BM-Serie veröffentlichen. Vielen Dank!
Ihr Draht in die BM-Redaktion
E-Mail: bm.redaktion@konradin.de
Fax 0711 7594-1264
Leser-Feedback zur aktuellen BM-Serie
BM-Serie: EDV-unterstützte Prozessoptimierung in Tischlereien
Betrifft: Mut haben zum Besserwerden, BM 5/2007, S. 76 ff.: Bravo. Mit dem Blick von außen nimmt Tilmann Haerdle, Geschäftsführer der extragroup GmbH, Münster, die ein CAD/CAM-System entwickelt und vertreibt, den Dreh- und Angelpunkt heutiger moderner Tischlereien auf – die Fragenämlich, wie vorhandene Daten effektiv eingesetzt werden können und sollten. Ganz wie nebenbei schreibt er unbequeme Wahrheiten, indem er von der Notwendigkeit der mehrfachen Spezialisierung ausgeht: Spezialisierung auf ein Marktsegment, Spezialisierung auf bestimmte Werkstoffe, Spezialisierung in der Produktion. Unbequem, weil eine neue Diskussion in verschiedenen Landesverbänden plötzlich den „Generalisten“ wiederentdeckt hat und diesem verstärkten Einfluß auf die Handwerkspolitik zugestehen will.
Interessant , dass er seinen Gedanken fortsetzt und die zunehmende Spezialisierung der betrieblichen Arbeitsprozesse und damit auch der Mitarbeiter konstatiert. Denn natürlich stellt sich die Frage, ob eine Ausbildung, die am Ideal des „Generalisten“ festhält, noch den heutigen Anforderungen der Praxis genügen kann. Thema für einen Tischlertag sollte seine These sein, unter Einbeziehung der äußeren und der inneren Spezialisierung arbeiteten viele Tischlereien heute als „auftragsorientierte kleine Industriebetriebe“. Ein lebhafter Tagungsverlauf wäre garantiert.
Christian Zander
Fachlehrer an der Gewerbeakademie Freiburg
Bis vor einem Jahr haben wir Angebote, Auftragsbestätigungen und Rechnungen mit Word geschrieben. Kalkulationen haben wir mit selbst erstellten Formularen in Excel durchgeführt. Für die Zeiterfassung haben wir Access genutzt. Da diese Daten jedoch nicht korrespondieren, haben wir uns letztes Jahr für die Anschaffung eines Branchenprogramms entschieden. Für unseren Betrieb hat dies einen großen (Zeit-) Nutzen mit sich gebracht.
Stephan Schmidt
Möbelschmiede
88271 Wilhelmsdorf
Wir sind eine Firma mit 35 Mitarbeitern, haben ein Möbelhaus und setzen seit zwei Jahren eine CAD/CAM-Software ein. Der Barcode wird im Handwerksbereich auf dem Etikett überbewertet. Die Programmnummer findet man auch sehr schnell direkt an der CNC-Maschine. Für die Kantenanleimmaschine ist der Barcode eher hinderlich. Aber eine Grafik mit Kantenbild und allen nötigen Informationen ist für den Ablauf auf jedem Fall von Vorteil. Probleme gibt es bei Platten, die furniert werden. In diesem Fall kleben wir das Etikett auf die Kante.
Besonders interessant bei uns ist, dass unser „alter“ Schreinermeister noch mit der Hand zeichnet, unser junger hingegen mit dem CAD. Große Vorteile des Softwareeinsatzes liegen in der Fehlerreduktion sowie auch in der besseren Passgenauigkeit. Bei uns wird alles erst auf der Baustelle zusammengefügt – und das funktioniert immer.
Siegfried Reichenberger jr.
Möbel Reichenberger GmbH
83404 Ainring
Wir setzen EDV seit 1989 in unserem Betrieb ein und können uns nicht mehr vorstellen, ohne EDV zu arbeiten. Wir nutzen Kundenauftragsabwicklung, Kalkulation, Zeitwirtschaft, Offene Posten, Lagerverwaltung und Bestellwesen.
Rüdiger Reuss
Reuss-Einrichtungen
78655 Dunningen
Einkauf und Lager sind ohne PC nicht mehr möglich. Unsere Erfahrungen zeigen, dass bei einem computergesteuerten Lager- und Bestellwesen jedes einzulagernde Teil eine eigene Identität bekommen muss, am besten gleich mit einem RFID-Chip und Barcode versehen. So ist dann auch leicht ein Chaoslager möglich: Im Rechner ist der Lagerplatz für jedes Teil einzeln zuweisbar und der Benutzer kann bei Bedarf den Lagerplatz abrufen. Idealerweise sollte in einer 3D-Visualisierung das komplette Lager des Betriebes hinterlegt sein, damit sich leicht darstellen lässt, wo genau sich ein Teil befindet. Ferner sollte in der Materialdatei ein Bild des Teils hinterlegt sein, um so Sicherheit für den Anwender zu bringen.
Hartmut Bütepage
Tischlerei Bütepage
29364 Langlingen
Teilen:








{kind=link}