






Acrylglas, allgemein eher bekannt unter dem Markennamen Plexiglas, lässt sich in den meisten Fällen mit denselben Werkzeugen und Techniken wie Holz bearbeiten. Um optimale Arbeitsergebnisse zu erhalten, sollten jedoch einige Aspekte beachtet werden.
Acrylglas hat eine nahezu homogene Struktur und eine endfertige Oberfläche, es spaltet und fasert nicht. Acrylglas hat eine hohe Lichtdurchlässigkeit, ist langlebig und witterungsfest, vergilbt und versprödet nicht, wie manche andere Kunststoffe. Es wiegt weniger als die Hälfte normalen Glases, ist aber nicht so hart wie dieses und deswegen kratzempfindlich. Acrylglas hat – bei wechselnden Umgebungstemperaturen – einen hohen Ausdehnungskoeffizienten (bis zu 2 %) und es ist in geringen Maßen hygroskopisch, kann also Wasserdampf aufnehmen und wieder abgeben. Das Material besteht im Wesentlichen aus den Elementen Kohlenstoff, Wasserstoff und Sauerstoff. Bei der Herstellung wird eine überwiegend aus Erdgas gewonnene Flüssigkeit durch Polymerisation in einen festen Stoff umgewandelt. Für den Umwandlungsprozess gibt es zwei Verfahren: Die Flüssigkeit wird zum Aushärten in eine Form (zwischen Glasplatten) gegossen (Acrylglas GS) oder sie wird extrudiert, stranggepresst (Acrylglas XT). Die Art der Herstellung spielt für die spanende Bearbeitung eine untergeordnete Rolle, ist aber bei der Verformung ausschlaggebend.
Lieferformen
Acrylglas GS und XT gibt es in Form von Platten, Blöcken, Rohren und Rundstäben sowie als Profile, Well- und Stegplatten in farblos klar und farbig. Außerdem ist das Material in farbig durchscheinend und lichtdicht im Handel. Farblose Platten werden in Dicken von 1,5 bis 25 mm gefertigt. Die Größen der Platten reichen von 2050 x 1220 mm bis 3050 x 2030 mm. Die Oberfläche ist plan oder in verschiedenen Mustern strukturiert. Blöcke gibt es in Abmessungen bis 30 x 150 mm und Rundmaterial in Durchmessern zwischen 2 und 100 mm. Rohre mit unterschiedlichen Wandstärken sind in Außendurchmessern von 5 bis 650 mm im Handel.
Vorbereitung
Bei der Bearbeitung von Acrylglas ist es zweckmäßig, das Schutzpapier bzw. die Schutzfolie bis zum letzten Arbeitsgang auf der Platte zu lassen, um Kratzer zu vermeiden. Ist das nicht möglich, muss ein weiches Material untergelegt werden.
Das Anzeichnen von Bohrlöchern, Schnittkanten oder Umrissen erfolgt auf der Folie. Sollte sie bereits entfernt sein, werden Markierungen mit Spezialstiften (z. B. All-Stabilo oder einem Fettstift) direkt auf der Platten-Oberfläche ausgeführt. Reißnadel oder Körner sollten nur verwendet werden, wenn sichergestellt ist, dass die Kerbstellen durch die nachfolgende Bearbeitung wieder entfernt werden. Ansonsten besteht die Gefahr, dass die Platten bei Belastung durch die Kerbwirkung reißen. Um bearbeitete Teile vor Beschädigung, Verschmutzung oder chemischer Einwirkung zu schützen, bieten sich Abdecklacke, Polyethylenfolie oder materialverträgliche Krepp-Klebebänder an (Herstelleradressen: Röhm).
Maschinen und Werkzeuge
Zur Bearbeitung von Acrylglas eignen sich die bei der Holz- und Metallverarbeitung üblichen Ge-räte. Schwingungsfreie, schnell-laufende Maschinen gewährleisten saubere Schnittflächen. Die Werkzeuge sollten aus Hochleistungs-Schnellschnittstahl (HSS), Hartmetall (HM) oder Diamant bestehen. Farbpigmente von eingefärbtem Acrylglas können unter Umständen die Werkzeugstandzeiten stark verkürzen. Stumpfe Werkzeuge führen zum Verschmieren der Schnittkanten und zu Kantenausbrüchen.
Acrylglas trennen
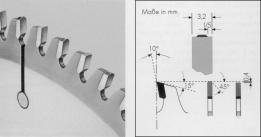
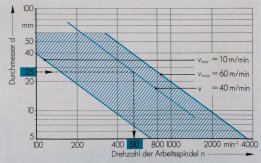
Von industrieller Bearbeitung mit Laser- oder Wasserstrahl-Schneidern abgesehen, erfolgt der Zuschnitt von Acrylglas vornehmlich mit der Tischkreissäge, und zwar unbedingt mit festen Anschlägen. Eine saubere Schnittkante erzielt man mit hartmetallbestückten Sägeblättern mit möglichst vielen Zähnen. Die günstigste Zahnform ist der Trapez- Flachzahn, entweder bei jedem oder jedem zweiten Zahn. Geschränkte Zähne sind ungeeignet, sie führen zu Ausrissen an der Materialunterseite. Das Blatt soll nur wenig über das zu sägende Material hinausragen. Bei einem Blattdurchmesser von 320 mm ist eine Drehzahl von 4200 U/min optimal. Es wird vorsichtig angesägt und dann zügig weitergearbeitet. Auf exakte Schnittführung ist zu achten. Bei zu langsamem Vorschub entsteht viel Reibungswärme, die das Material zum Schmelzen bringt. Automatischer Vorschub verbessert die Schnittqualität deutlich. Für den Zuschnitt großer Platten eignet sich eine am Anschlag geführte Handkreissäge. Bei der industriellen Verarbeitung wird ab 3 mm Materialstärke mit Druckluft oder Wasser gekühlt.
Formschnitte und Rundungen schneidet man mit der Band- oder der Stichsäge: Die Anzahl der Zähne des Bandsägeblattes sollte zwischen 3 und 8 Stück/cm Bandlänge betragen. Als Faustregel gilt: Je kleiner die Schnittgeschwindigkeit, umso größer die Zahl der Zähne. Da das Sägeblatt geschränkt ist, sind raue Schnittkanten unvermeidlich, wodurch eine Nachbearbeitung notwendig wird. Es ist darauf zu achten, dass die Platte während des Schnittvorganges weder flattern noch vibrieren kann.
Das Sägeblatt der Stichsäge muss feinzahnig und für harte Kunststoffe geeignet sein. Der Pendelhub wird bei Materialstärken bis 4 mm abgeschaltet, bei dickerem Material kann mit Stufe 1 gearbeitet werden. Auch hier führt man die laufende Säge an das Werkstück und sägt mit hoher Hubzahl bei mittlerem Vorschub. Dabei wird die Säge fest auf die Schutzfolie gedrückt.
Platten bis 4 mm Dicke lassen sich auch mit einer Handsäge trennen. Das Blatt sollte feine, induktiv gehärtete Zähne haben. Ebenso sind Laub- und Dekupiersägen geeignet: Man verwendet dabei Sägeblätter für Metall oder – bei engen Radien – Spiralsägedrähte.
Material bis zu einer Dicke von 3 mm kann auch durch Ritzbrechen getrennt werden. Dazu ritzt man es mit einem Spezialmesser an einer Führungsschiene mehrfach an und bricht es über einer scharfen Kante. Die scharfen Bruchkanten entgratet man mit einer Ziehklinge.
Acrylglas bohren
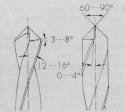
Für Acrylglas sind alle kegelförmigen Bohrer sowie Spiralbohrer geeignet, die allerdings umgeschliffen werden müssen. Der übliche Spitzenwinkel von 120° muss auf 90 bis 60° verringert und der Spanwinkel muss zwischen 4 und 0° betragen. Nur dann kann der Bohrer richtig arbeiten: Er schabt, statt zu schneiden. Der Freiwinkel sollte mindestens 3° betragen. Im Werkzeug-Fachhandel gibt es entsprechend angeschliffene Bohrer zu kaufen. Auch Kreisschneider, Lochsägen und bedingt Forstnerbohrer sowie Scharnierlochbohrer sind für die Bearbeitung von Acrylglas geeignet. Bohrer für Acrylglas sollten nicht für andere Materialien – auch nicht für Holz – eingesetzt werden.
Gebohrt wird möglichst unter einem Bohrständer bei geringer Drehzahl mit angepasstem Vorschub. Stimmt die Schnittgeschwindigkeit, bildet sich ein zusammenhängender gleichmäßiger Span und man erhält eine glatte Bohroberfläche. Ab 5 mm Bohrtiefe wird mit Bohremulsion oder Acrylglas-verträglichem Bohröl gekühlt und geschmiert. Beim Ansetzen des Bohrers und beim Durchstoßen wird der Vorschub reduziert. Bei durchgehenden Löchern bohrt man eine harte glatte Unterlage – z. B. ein Acrylglasrest – mit an. Bei tiefen Löchern muss der Bohrer mehrfach angehoben werden, um das Bohrloch von Spänen freizuhalten und damit der Bohrer abkühlen kann.
Um jede Keilwirkung auszu-schließen, werden die Bohrungen anschließend leicht angefast bzw. gesenkt. o
Hersteller von Acrylglas:
Röhm GmbH, 64275 Darmstadt
Tel 0 61 51/18 01, Fax ~/18 48 69
Internet: www.roehm.com
Zweiter Teil: Acrylglas hobeln, fräsen, drechseln, schleifen, polieren, umformen
Teilen:








{kind=link}