



In den letzten Jahren entwickelten sich in verstärktem Maße Konzepte, vollformatige Holzwerkstoffplatten nicht wie bisher auf Plattenaufteilsägen vorzuformatieren, sondern CNC-Bearbeitungszentren einzusetzen und ein allseitiges Fertigungsaufmaß von nur 2 bis 5 mm vorzusehen. Die Ergebnisse zweier Diplomarbeiten geben aufschlussreiche Antworten zur Auswahl des dafür geeigneten Werkzeugs.
Die Verfahrensweise des Vorformatierens auf CNC-Bearbeitungszentren bietet sich insbesondere für die Aufteiloptimierung bei Freiformwerkstücken an, bei denen der Verschnitt nach konventioneller Technologie über 30 % betragen kann und somit bis um 10 % der Gesamtherstellkosten des entsprechenden Werkstückes ausmacht. Darüber hinaus wird die Weiterbearbeitung vereinfacht und beschleunigt.
Ein weiteres Einsatzgebiet ist die bedienerarme Fertigung von relativ kleinen Werkstücken aus großen Platten, die als letzter Arbeitsgang mit einem Fertigschnitt in die Einzelteile aufgeteilt wird. Zum Beispiel bei der Herstellung von Schubkastenfronten aus MDF kann damit mehrere Stunden mannlos gearbeitet werden. Ein drittes Einsatzgebiet kristallisiert sich in Innenausbau und Fertighausbau heraus, die häufig einen Zuschnitt von Freiformteilen aus Holzwerkstoff- oder Gipsplatten erfordern.
Wesentliche Unterschiede zur Plattenaufteilsäge sind bei der Verwendung eines BAZ die in der Regel größere Schnittbreite, der meist geringere Vorschub und die höheren Werkzeugkosten pro Meter Schnitt bei den Schaftwerkzeugen. Bei Neuinvestitionen ist deshalb eine genauere Untersuchung notwendig, ob das Abweichen vom geraden Schnitt diesen Aufwand rechtfertigt.
Testprogramme
In zwei Diplomarbeiten an der FH Rosenheim wurde untersucht, welche Werkzeugkonzepte für das Aufteilen welche Vor- und Nachteile mit sich bringen. Für 22 mm dicke Spanplatten wurden Versuche mit vier verschiedenen Schaftfräsern durchgeführt und jeweils die Schnittkraft, Schnittleistung und Kantenqualität in Abhängigkeit von der Vorschubgeschwindigkeit untersucht. Zur Vermeidung von Messwertverfälschungen durch Resonanzen wurden die Proben sehr steif auf einem Kistler-Messtisch aufgespannt und die Schnittkräfte werkstückseitig abgenommen. Entsprechend der verbreitetsten Spindeltechnik wurden alle Versuche bei einer Drehzahl von 18 000 min-1 ausgeführt. Die Erfassung der Schnittleistung erfolgte maschinenseitig, so dass die Werte um einen kleinen und relativ festen Betrag für Spindelreibung und elektrische Verluste verfälscht sind, untereinander aber vergleichbar bleiben.
Folgende Werkzeuge des Fabrikates Leuco (Abb. 1) kamen zum Einsatz :
• Diamax-Schaftfräser, ø 10 x 22 mm, Z = 2, geradschneidig, mit Vollhartmetallschaft
• Diamax-Schaftfräser, ø 12 x 25 mm, Z = 1+1, mit beidseitigem Achswinkel
• Diamax-Schaftfräser, ø 20 x 25 mm, Z = 2+2, mit beidseitigem Achswinkel
• Dia-Hochleistungsschaftfräser, ø 20 x 28 mm, Z = 3 spiralig, mit beidseitigem Achswinkel und Spanauswurf vorzugsweise nach oben.
Das Diamax-Werkzeugkonzept erscheint für das Plattenaufteilen besonders geeignet, da es bei Rohzuschnitten zweckmäßig sein dürfte, das Werkzeug bis zum Bruch zu fahren, das durch einen Drehmomentsensor an der Spindel zu erkennen und einen Werkzeugwechsel „bei Bedarf“ vorzunehmen. Die kleinen Durchmesser erscheinen sehr zweckmäßig bezüglich des Verschnittes und der anfallenden Spanmenge, die ja dann wieder entsorgt werden muss. Dafür beschränken kleine Durchmesser die Möglichkeiten, die Schneiden unter Achswinkel anzubringen, was sich negativ auf die Schnittqualität auswirkt. Das geradschneidige Werkzeug ist deshalb in erster Linie für reine Zuschnitte zu sehen. Zur Beurteilung der Schnittqualität wurde die Ausbruchstiefe in der Deckschicht herangezogen. Die Note 1 bedeutet, dass die Kante zum Kantenanleimen für hohe Ansprüche geeignet ist, Note 3 steht für beleimfähige Kante bei noch akzeptabler Qualität oder Zuschnitt mit hoher Qualität (Ausbrüche unter 0,5 mm), Note 5 heißt: auch zum Zuschnitt nur bedingt geeignet. Ausgeführt wurden alle Schnitte mit neuen bzw. neuwertigen Werkzeugen (Abb. 2, 3 und 4).
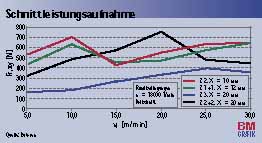
Schnittleistung
Die aufgenommene Schnittleistung steigt mit zunehmender Vorschubgeschwindigkeit unterproportional an (Abb. 2). Dabei ist der Verlauf der Kurve überraschend linear. Im Trend verbrauchen die Werkzeuge mit höheren Zähnezahlen etwas mehr Leistung. Das gilt für das Z 1 + 1-Werkzeug allerdings nur bis ca. 15 m/min. Bei höheren Vorschüben macht sich bemerkbar, dass der Zahnvorschub die 1 mm-Grenze überschreitet und durch elastische Verformung (Schwingungen) des Schaftes sowie durch Verstopfen der Spanräume die „innere Reibung“ des Werkzeuges zunimmt. Auffällig ist, dass die Werkzeuge mit kleinem Flugkreisdurchmesser etwa im Verhältnis der Durchmesser weniger Leistung aufnehmen. Dabei liegen die Leistungsaufnahmen insgesamt relativ niedrig. Selbst unter Berücksichtigung, dass die Leistungsaufnahme eines stumpfen Werkzeuges zwischen dem Doppelten und Dreifachen des für das scharfe Werkzeug gemessenen Wertes liegen kann, wird deutlich, dass mit der Reduzierung des Werkzeugdurchmessers die Frässpindel kleiner dimensioniert werden kann. Das hat insbesondere mit Blick auf die Hochfrequenzspindeltechnik erhebliche Bedeutung. Hier hat die Baugröße der Spindel einen maß-geblichen Einfluss auf die Lager- und damit Spindellebensdauer. Mit der hohen Drehzahl wird im Gegenzug der schnittqualitätsrelevante Nachteil der niedrigeren Schnittgeschwindigkeit bei kleineren Flugkreisdurchmessern kompensiert und die erreichbaren Vorschubgeschwindigkeiten steigen proportional mit der Spindeldrehzahl an.
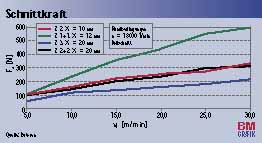
Schnittkräfte
Einen anderen Zusammenhang zeigen die Schnittkraftaufnahmen (Abb. 3). Die Schnittkräfte hängen nahezu ausschließlich vom Zahnvorschub ab. Erst bei zu hohem Zahnvorschub macht sich ein Anstieg durch „innere Reibung“ bemerkbar. Das Anbringen eines Achswinkels hat auf die Schnittkraft offensichtlich keinen nennenswerten Einfluss (siehe die beiden Z 2-Werkzeuge, die sich nur in Durchmesser und Achswinkel unterscheiden). Wesentliche Aussage der Untersuchung ist die absolute Größe der zu erwartenden Schnittkräfte. Basierend auf 30 m/min Vorschubgeschwindigkeit sind das Beträge zwischen 200 und 600 N. Dementsprechend müssen die Werkstückspannvorrichtungen dimensioniert sein. Umgekehrt ist die Aussage richtig, dass es möglich ist, eine überforderte Werkstückspannvorrichtung durch Vergrößerung der Zähnezahl zu entlasten.
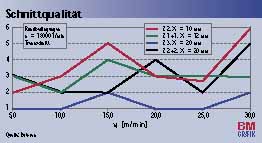
Schnittqualität
Die Untersuchung der Schnittqualität (Abb. 4) zeigt den erwarteten, wenn auch durch Zufälligkeiten überlagerten Verlauf. Das gilt sowohl für die alte Weisheit, dass gegenläufige Achswinkel die Schnittkantenqualität beschichteter Holzwerkstoffplatten verbessern als auch für die übliche Praxis, dass höhere Zähnezahlen vorteilhaft sind. Bemerkenswert im Detail ist, dass die 1998/99 optimierten Spanraum- und Spandurchtrittsraumgeometrien des Diamax-Schaftfräsers Z 1 + 1 bis in hohe Vorschübe eine gleichbleibende mittlere Qualität gewährleisten, während die Z 2-Geometrie oberhalb ihres geplanten Einsatzbereiches definitiv am Ende ist. Insofern ist die spiralig zur Absaugung hin führende Spanführung des neuen Leucodia-Hochleistungsschaftfräsers Z 3 auch für die Qualitätsbildung ausgesprochen vorteilhaft. Als einziges Werkzeug im Test konnte es bei hohen Vorschubgeschwindigkeiten im Vollschnitt verleimfähige Kanten erzeugen, die auch hohe Qualitätsanforderungen erfüllen.
Resümee und Auswahlkriterien
Zusammenfassend lassen sich folgende Regeln feststellen:
Die Schnittleistung hängt in erster Linie vom Flugkreisdurchmesser ab. In Verbindung mit Spindeldrehzahlen von 30 000 min-1 und mehr sind mit Schaftfräsern, wie dem Leuco-Diamax Z 2 im Zuschnitt, Vorschubgeschwindigkeiten möglich, die denen einer Plattenaufteilsäge ebenbürtig oder überlegen sind.
Die von den Werkstückspannvorrichtungen aufzunehmenden Schnittkräfte liegen in der Region bis 1000 N. Mit zunehmender Zähnezahl sinken sie fast proportional.
Die Schnittkantenqualität steigt bei höheren Vorschubgeschwindigkeiten mit zunehmender Zähnezahl. Bis ca. 10 m/min Vorschub dominiert der Einfluss der Frage Achswinkel oder nicht. Oberhalb 25 m/min Vorschub sind geradschneidige Werkzeuge und die marktübliche Z 2 + 2-Geometrie nicht mehr empfehlenswert. o
Die Autoren: J. Miller, I. Schmelzer, Prof. A. Engl, Fachhochschule Rosenheim und Dr. H.-J. Gittel, Forschung und Entwicklung bei Leuco, Horb
Teilen:
 Maschinenwerkzeuge und Maschinenzubehör
Maschinenwerkzeuge und Maschinenzubehör







{kind=link}