
















Freundlicher Empfang in den neu gestalteten Räumlichkeiten der Firma Manhart im ländlichen Unterreit, unweit von Wasserburg am Inn: Die angenehme Atmosphäre wird sofort spürbar, wenn man mit der sympathischen Manhart-Schreinerfamilie am Besprechungstisch sitzt. Anton Manhart und seine Ehefrau Helga führen das Unternehmen. Mit ihren Kindern Franziska und Anton jun. ist die nächste Generation bereits aktiv dabei.
Vielseitig und flexibel
Das traditionsreiche Unternehmen mit insgesamt 80 Mitarbeitern ist ganz universell in drei Geschäftsbereichen aktiv. Alles aus einer Hand heißt es in der Schreinerei mit derzeit 40 Fachkräften: Neben Bau- und Fassadenelementen aus Holz und Holz-Aluminium ist der Möbel- und Innenausbau in räumlich getrennter Werkstätte Teil des vielseitigen Portfolios. In einem weiteren Unternehmenszweig betreibt Manhart ein Bauunternehmen mit Leistungen vom Rohbau bis hin zum schlüsselfertigen Bauen.
Im Fenster- und Innenausbau punktet Manhart im 50-km-Radius vor allem bei privaten Bauherren und Architekten mit individuellen Lösungen. „Wir montieren selbst“, betont Firmeninhaber Anton Manhart mit dem Hinweis auf lückenlose Qualitätssicherung.
Durchdachtes Gesamtkonzept entwickelt
Mit einer Investition von rund 4 Mio. Euro in eine neue Halle und in automatisierte Maschinen- und Fertigungstechnik wurde die Fensterproduktion auf eine zukunftsorientierte Basis gestellt. Nicht von heute auf morgen und nicht mit schnellen Lösungen erklärt Firmenchef Anton Manhart: „Wir haben uns viel Zeit gelassen und sorgfältig alle Facetten ausgeleuchtet. Schließlich ging es ums Ganze.“
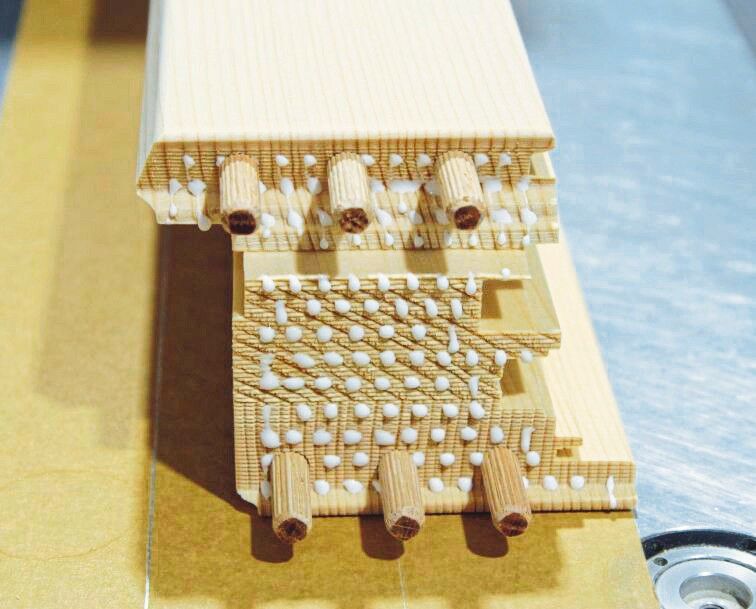
So wurden u. a. auch in puncto Eckverbindung alle Varianten abgewogen. Fertigungsleiter Wolfgang Mitter, Rosenheimer Dipl.-Ing. und von der Schreinerlehre bis heute bei Manhart aktiv, weiß wovon er spricht: „Im Hinblick auf den Gesamtablauf mit kurzen Bearbeitungstakten und geringeren Werkzeugkosten hat letztlich alles für das Dübeln gesprochen. Als zusätzlicher Nebeneffekt zeigt sich bei über 50 km Dreischicht-Kanteln pro Jahr eine nicht unerhebliche Holzersparnis.“
Alles Premium
Ausgereifte und bewährte Maschinen- und Werkzeugtechnik namhafter Hersteller kennzeichnen die neue Fertigung. In der spanabhebenden Bearbeitung setzt Manhart durchgängig auf steuerungstechnisch vernetzte und weitgehend automatisierte Lösungen von Weinig. Dazu gehört der Zuschnitt mit der Kappanlage Opticut 550, der Hobel- und Profilierautomat Powermat 700 und nicht zuletzt das CNC-Bearbeitungszentrum Conturex Artis Plus mit Beschickungs- und Entladepuffer. Dieses leistet bekanntermaßen die vollautomatisierte Komplettbearbeitung von Rahmenteilen aller Art mit Null-Rüstzeit. ProCut-Q-Premium-Werkzeuge mit Riffeltechnik von Leitz für über 10 Profilsysteme stehen im Werkzeugwechsler bereit. Die Ein-Mann-Bedienung mit Rückführungen oder automatischer Abstapelung ist an allen Einzelmaschinen realisiert.
Oberflächenbehandlung: Qualität zuerst
Ein herausragender Schwerpunkt aller Planungen war der Gesamtkomplex der Oberflächenbehandlung. „Wirksamer Holzschutz, perfekte Optik und Haptik waren und sind ein entscheidendes Kriterium in unserem Qualitätsverständnis“, wird dazu in Unterreit kommentiert. Wolfgang Mitter ergänzt: „Natürlich ging es auch um die Einsparung kostspieliger Handarbeit beim Schleifen, beim manuellen Tauchen, Zwischenschleifen und nicht zuletzt auch um die Reduzierung der Belastung der Mitarbeiter.“ Gemeinsam mit Wilfried Mutschler, dem sehr erfahrenen Oberflächen-Spezialisten und Repräsentanten des italienischen Anlagenherstellers Finiture, wurde ein maßgeschneidertes Anlagenkonzept für die Zeit und Material sparende Oberflächenbehandlung von Fenstern und Türen entwickelt und realisiert. Firmenchef Anton Manhart stellt die vertrauensvolle Zusammenarbeit heraus: „Winfried Mutschler hat uns in allen Phasen der Planung und Umsetzung hervorragend beraten und unterstützt.“
Bei Manhart arbeiten heute leistungsfähige Anlagen von Finiture: Eine horizontale Flutlinie für das Wässern oder Imprägnieren von Holzeinzelteilen und eine vertikale Lackierlinie für das Grundieren und Endlackieren der verleimten Rahmen. Hinzu kommt die komplette Neuausstattung des Lackierraumes für den Möbel- und Innenausbau.
Imprägnieren oder Wässern?
Die realisierte Lösung startet mit dem Wässern der Rahmen-Einzelteile am Imprägniertunnel „Pro Flow“ von Finiture. Imprägnieren oder Wässern am Einzelteil lautete dazu die Schlüsselfrage, die Wolfgang Mitter ganz praktisch beantwortet: „Wichtig ist ja, dass sich lose Fasern vor dem Schleifen aufstellen. Nach vielen Versuchen haben wir mit dem Wässern beste Erfahrungen gemacht.“ Die Rahmenteile werden über eine angetriebene Rollenbahn mit austauschbaren Spezialrollen durch die Maschine transportiert und geflutet. Überschüssiges Wasser wird durch Luftdüsen hinter der Flutkammer vom Werkstück abgeblasen und dem Wasserkreislauf in der Anlage wieder zugeführt.
Interessant ist weiter die Ein-Mann-Bedienung durch flexible Fördertechnik der Firma Haberkorn: Die Einzelteile werden zum Ablüften und Trocknen (ca. 3-4 Stunden) über eine Winkelübergabe automatisch in Hordenwagen gestapelt. Diese sind mobil und werden zum Schleifen einfach an den direkt zugeordneten Durchlauf-Schleifautomaten Loewer-Leistomat-SD gezogen. Auf dem kompakten Schleifautomaten mit automatischer Einstellung unterschiedlicher Profilgeometrien sorgen exzentrisch gelagerte Disc- und Walzenaggregate mit flexiblen Schleiflamellen für eine zuverlässige Kappung der Holzfasern und erzeugen ein feines Finish auf allen Seiten und Falzen.
Farbwechsel per Knopfdruck
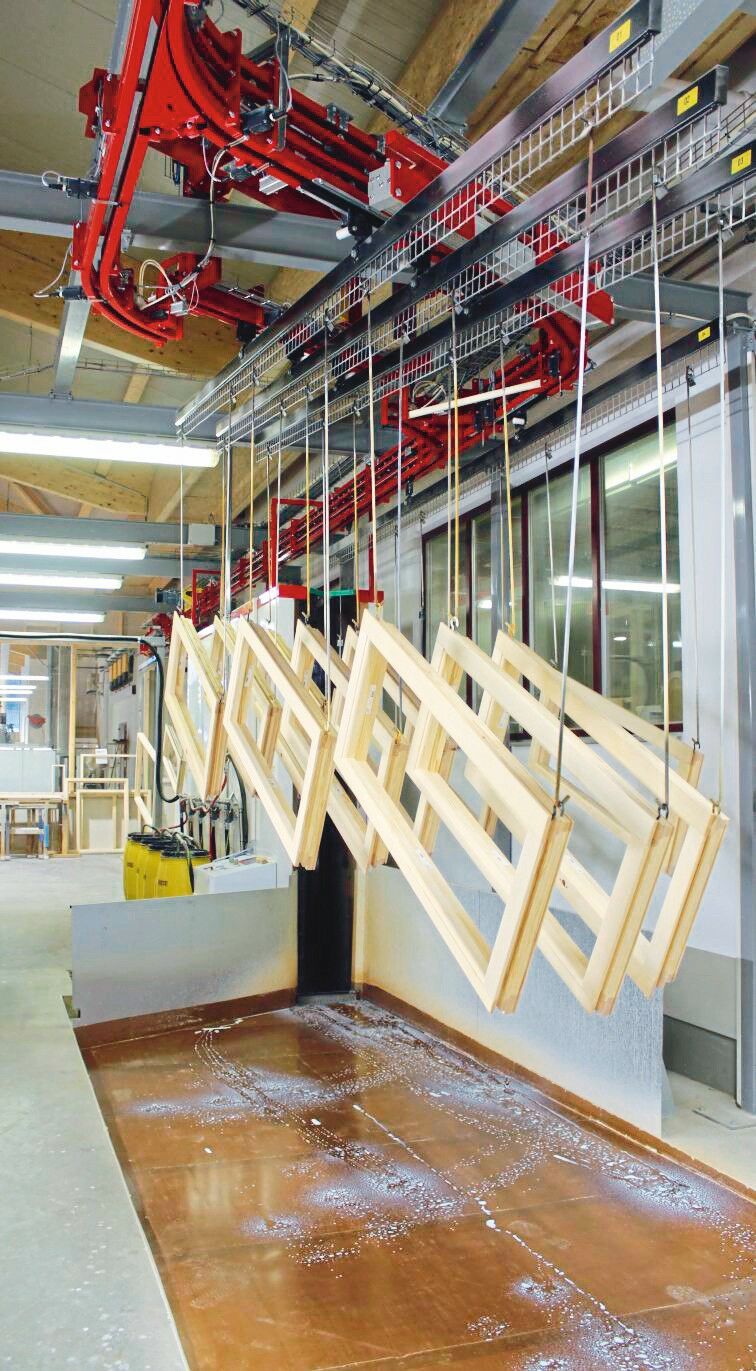
Die Imprägnierung, die Zwischen- und Endbeschichtung erfolgen am verleimten Rahmen. Die vertikale Lackierlinie von Finiture besteht aus einer Förderanlage in Power-&-Free-Ausführung mit Absenkstation zum Erleichtern von Auf- und Abladeoperationen, einer Kippstation zum Abtropfen von überschüssigem Lack und einer Drehstation in der Spritzzone. Die Flutanlage verfügt über komplette Abwassertechnik und der Trockentunnel sowie der Spritzstand sind mit kompletter Absaugtechnik ausgestattet.
Manhart arbeitet mit einem bewährten Dreifach-Aufbau aus dem Aquawood-System des Lackherstellers Adler. Die Flutanlage für die Applikation der zum Teil leicht pigmentierten Imprägniergrundierung und für die farblose Zwischenbeschichtung sichert hohe Farb-Flexibilität. Der Superjet-Tunnel mit EQ-Spray- Exklusiv-System ist dafür mit einem automatischen Lackwechsel-System ausgestattet. Der hydraulische Kreis ermöglicht die komplette Entleerung der Maschine. Das erleichtert das Waschen und den Lackwechsel. Eine Abwasser-Spaltanlage für das Waschwasser aus den Flutanlagen gehört ebenfalls zur Ausstattung.
Vor der Endbeschichtung werden die Rahmen an der Absenkstation nochmals inspiziert und nach Bedarf mit einem Schleifschwamm behandelt. Hier zeigt sich der Effekt des Wässerns vor dem Schleifen: Nach dem Fluten richten sich nur noch wenige Fasern auf. Die Endbeschichtung der Rahmen erfolgt im manuellen Spritzverfahren. Der Farbwechsel und der Reinigungsvorgang erfolgen wie beim Fluten automatisch. Darüber freut sich Wolfgang Mitter: „Der automatische Farbwechsel mit Reinigungsvorgang erhöht die Leistungsfähigkeit um ein Vielfaches.“ Außerdem ist der Spritzbereich damit bereits komplett für eine interessante Zukunftsoption vorbereitet: Mit der Eingliederung eines Spritzroboters kann die nächste Automatisierungsstufe gezündet werden.
Weitere Highlights der Anlage sichern hohe Beschichtungsqualität: Die in verschiedenen Zonen separat geregelte Luftbefeuchtung der Flut- und Lackieranlage gewährleistet optimale und konstante Trocknungs- und Arbeitsbedingungen. Der Trockentunnel arbeitet mit einstellbaren Trocknungsparametern im forcierten Umluftverfahren und per Kondensationstrocknung. Wolfgang Mitter: „Das ermöglicht auch im Sommer effiziente Durchlaufzeiten ohne Trocknungsfehler.“
Lohnende Investitionen
Keine Frage, die gründliche Planungsphase hat sich offensichtlich gelohnt: Mit den Investitionen in die mustergültige Fenster- und Türenfertigung profitiert der oberbayerische Familienbetrieb von der flexiblen Automatisierung in allen Bereichen mit zahlreichen positiven Effekten. Neben der Erhöhung der Fertigungskapazität konnte die Produktqualität weiter gesteigert werden. Dazu trägt nicht zuletzt das neue Gesamtkonzept für die Oberflächenbehandlung mit reduziertem Schleifaufwand bei. Beim Rundgang durch die Produktion begeistert immer wieder das optische und haptische Erlebnis und das geflügelte Wort von der Möbelqualität ist nicht vermessen. Firmenchef Anton Manhart bringt es auf den Punkt: „Alles in allem konnten wir unsere Wettbewerbsfähigkeit deutlich verbessern!“
www.finiture.it, www.adler-lacke.com,
www.weinig.com, www.loewer-online.com,
www.haberkorn-foerdertechnik.de
Der Autor
Dipl.-Ing. (FH) Manfred Maier war viele Jahre BM-Chefredakteur und arbeitet heute als freier Fachjournalist.
Mehr zum Thema Vernetzte Werkstatt








{kind=link}