





Neue Fertigungsverfahren und Maschinenkonzepte prägen die fertigungstechnische Landschaft in der Fenster- und Türenherstellung. Damit beschäftigt die Fensterbauer die Frage, mit welchem Maschinenpark sie künftig ihre Holz- und Holz/Alu-Fenster fertigen sollen. Viele Betriebe hielten auch deshalb die notwendigen Investitionen noch zurück, um zu sehen, wohin denn die Entwicklung gehen wird.
Dabei war die Fensterfertigung noch vor wenigen Jahren ganz einfach und klar strukturiert. Ging man doch immer von Durchlaufprinzipien mit einem Ablauf, Aushobeln, Schlitz–Zapfenfräsen, Längsprofilieren, Verleimen, Umfräsen und Schleifen aus. Nach den Beschlagsbohrungen folgte die Oberfläche.
Auch für den Werkzeughersteller waren diese Maschinenbestückungen, bei denen die Werkzeugsätze mit fixen Hüben auf den Spindeln übereinander eingesetzt waren und sind und bei denen es pro Fenstersystem und Profil ein komplettes Bearbeitungswerkzeug gab, noch sehr überschaubar.
Die Einführung der CNC-Bearbeitungszentren ermöglichte die präzise und flexible Fertigung der Sonderformen. Als mit der Modifikation der Teilespanner aber auch zusätzlich alle Geradteile zum Fenster auf dem BAZ mit allen Beschlagbohrungen und Fräsungen zu fertigen waren, ein automatisches Umspannen von einer auf die andere Bearbeitungsseite möglich wurde, war dies die Geburt der Einzelteilfertigung auf BAZ.
Gekoppelt mit der gekonterten und gedübelten Eckverbindung, die heute durch diverse Bruchversuche fachlich anerkannt ist, stellt diese Fertigungsweise eine bekannte Größe dar und ist speziell im Bereich der Haustürfertigung nicht wegzudenken.
Durch Einzelteilfertigung entfallen Umfräsvorgänge und unnötiges Zwischenstapeln. Noch wichtiger ist aber die erste Oberflächenbehandlung am Einzelteil des problematischen Hirnholzes.
Die Werkzeuge, die meist auf HSK- Dornen gespannt und über Magazine eingewechselt werden, sind in Leichtmetalltragkörpern ausgeführt. Dies spart bis zu 60 % Werkzeuggewicht und garantiert eine hervorragende Laufruhe in der Spindel.
Die dadurch mögliche kreisrunde Werkzeugform verhindert erhöhte Lärm- und Staubemission. Die Messerspannsysteme befinden sich bedienerfreundlich hinter den Schneiden, wodurch diese im verschraubten Werkzeugsatz wechselbar sind. Leitz bietet für diese Werkzeuge zusätzlich eine Chipcodierung an. Auf dem Chip sind alle Ist-Werkzeugparameter und Einsatzdaten pro Werkzeug gespeichert und die Werkzeuge generieren sich ihre Parameter somit auf der Maschine beim Einlesen selbst. Ein fehlerhafter Einsatz ist dadurch ausgeschlossen.
Die Flexibilität eines BAZ ist enorm. So kann nach Bedarf Gleich-,oder Gegenlauffräsen je nach Bearbeitungsaufgabe mit dem gleichen Werkzeug programmiert werden. Ausrissfreies Konterfräsen durch Eindrehbewegung ist möglich.
Der Fertigungsausstoß liegt, bedingt durch die meist manuelle Teilebeschickung und die Werkzeugwechselzeiten, bei ca. 20 – 25 Fenster pro Schicht. Die Stückzahlen können durch Doppeltische und Doppelaggregate mit extra Werkzeugbeschickung erhöht werden.
Um die Bearbeitungszeiten zu reduzieren, hat Leitz eigene Werkzeugtechniken für das so genannte High Speed Cutting entwickelt, bei denen die Werkzeuge spielfrei auf den Dornen gespannt werden. Bei erhöhter Drehzahl sind somit bis zu doppelte Vorschübe auf speziellen Maschinen möglich.
Eine Weiterentwicklung in der Fensterfertigung sieht im Bereich der BAZ automatische, lineare Teilebeschickungen vor. Hier werden die Teile von Zangen gespannt und in X-Richtung bewegt. Die Y- und Z-Richtung wird vom Aggregat durchgeführt, wie z. B. bei dem Weinig Conturex. Nach den beiden stirnseitigen Konter– und einer Längsfräsung wird das Teil automatisch für die zweite Längsbearbeitung vom gegenüberliegenden Tisch gespannt und so das Einzelteil wieder fertig gefräst.
Je nach Hersteller werden hier auch Schlitz- und Zapfenwerkzeuge für eine schnellere Eckverbindung eingesetzt. Die Aggregate können Werkzeuge bis 340 mm Durchmesser und 15 kg Gesamtgewicht aufnehmen, wie z. B. auf der Sapiens von Working Prozess. Für die Längsbearbeitung werden die Einzelteile in die Anthropos Maschine übergeben.
Hauptzielrichtung sind die rationelle Fertigung von Teilen mit sehr hohem Einfräs– oder Bohraufwand, oder sehr vielen unterschiedlichen Profilen. Magazine mit 100 Plätzen dienen zur Werkzeugablage für die unterschiedlichsten Durchmesser. Die mannlose Bedienungsmöglichkeit unterbindet eventuelle Stehzeiten. Die Rundbogenfertigung entfällt dafür. Der Vorteil dieser Fertigungsmaschinen liegt auch in der permanenten Teilespannung während der Bearbeitungszyklen.
Die Werkzeuge, die in der Bearbeitung hintereinander folgen, sind auf langen Dornen übereinander angeordnet. Somit entfallen nochmals erhebliche Werkzeugwechselzeiten. Mehrere solcher Anlagen wurden bereits bestückt und konnten durch das, über die reine Werkzeugfertigung hinausgehende, Know-how die Projekte zum Erfolg führen.
Den Trend, Durchlaufanlagen mit CNC-Bearbeitungszentren zu kombinieren, sieht man wohl am deutlichsten am Beispiel der neuen Uni-Win von Biesse. Die am Maschinentisch gespannten Teile werden über eine rechte und linke Schlitz–Zapfenspindel mit Konterholz endprofiliert und längs mit einem CNC-Aggregat, welches nur noch den Z- Hub erledigt, gefertigt. X- und Y- Bewegungen vollzieht der Tisch. Somit sind auch Rundbögen und sogar Umfräsarbeiten in definierter Größe möglich.
Durch die Belegung von Längswerkzeugen auf der Zapfenspindel werden die Verfahrwege zwischen den Querbearbeitungen zum Längsfräsen genutzt, so dass Maschinenleistungen von ca. 35 Fenstern pro Schicht erreicht werden.
Die Eckverbindung in der Einzelteilfertigung wird also nicht mehr nur auf Konter-Dübelbasis, sondern auch auf Schlitz– und Zapfenverbindungen gelegt. Eine Fertigungsweise, die in Skandinavien schon seit langem praktiziert wird.
Die dafür nötige Teilungsgeometrie wird entsprechend gelegt, damit dann stirnseitig Flügelaußenprofile mit dazugehörigem Schlitz/Zapfen angefräst werden können.
Genauso wie BAZ Elemente von Durchlaufanlagen aufnehmen, so ist dies auch umgekehrt der Fall. So z.B. auch auf einer SCM Windor 100, bei der man sich vieler Elemente aus der CNC Technik bediente. Vom Prinzip her eine getrennte Winkelanlage, kommen hier ganz nach Anforderung in der Quer – und Längsmaschine 24fach Tellerwechsler zum Einsatz. Nach der Querbearbeitung beider Endprofile, diese wahlweise auch schräg durch Interpolation, werden die Teile längs in einem Durchlauf fertig gefräst.
Rechts erfolgt das hauptsächlich mit mehreren Hubspindeln hintereinander. Links werden vom Wechsler die erforderlichen Werkzeugsätze flexibel bereitgestellt. Alle Bohr – und Ausfräsarbeiten werden entweder in der Quermaschine oder für erhöhte Teileleistung in einer eigenen Station zwischen der Quer- und Längsmaschine gefertigt.
Hier sind also in einer Maschine sowohl Werkzeuge mit Leitz Verdrehsicherungsbüchsen auf Spindeln gespannt als auch Werkzeuge, die auf HSK Dornen montiert sind, im Einsatz. Durch die vom Werkzeughersteller vorgeschlagenen Einsatzdaten, wie Drehzahl und Vorschub, ergeben sich optimale Oberflächenqualität und lange Standwege der Schneiden.
Auch auf den klassischen Winkelkombinationen von Weinig ist die NC-Technik Standard. Selbst auf der kleinen UC6 sind die Achsen steuerbar. Der große Bruder, die UC12, besitzt neben den axial frei steuerbaren Querspindeln auch einen, während der Durchfahrt in X- Richtung verstellbaren, Variotisch. Außenprofil– Konter- und Zapfenwerkzeug können so gleichen Durchmesser haben. Dies ergibt im Einsatz eine vergleichbar gute Schnittgeschwindigkeit beider Werkzeuge.
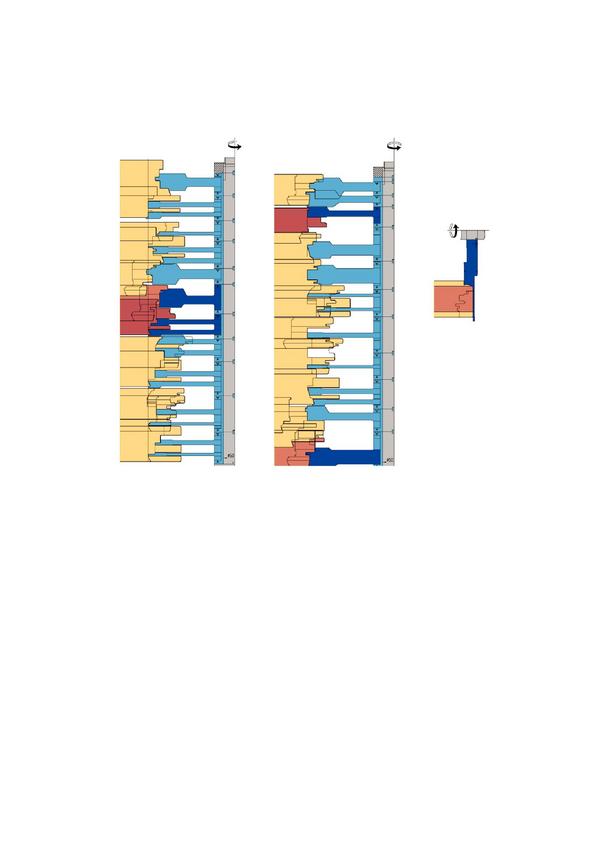
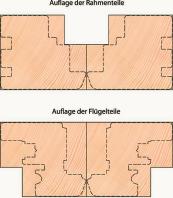
Der Durchlauf ist auf eine Doppelteilfertigung ausgelegt und die Teile laufen alle zweimal über die Anlage. Vorab wird beim Aushobeln bereits eine Leiste ausgetrennt. Die richtige Teileauflage garantiert ausrissfreies abkontern auf beiden Seiten. In der Längsmaschine wird nur rechts, oben und unten profiliert. Da aber bis zu 7 Spindeln, hintereinander angeordnet sind, können diese für beide Teileseiten gleichermaßen verwendet werden. Diese sind radial und axial frei programmierbar. Dies ist für eine flexible Einzelteilfertigung von sehr großem Vorteil.
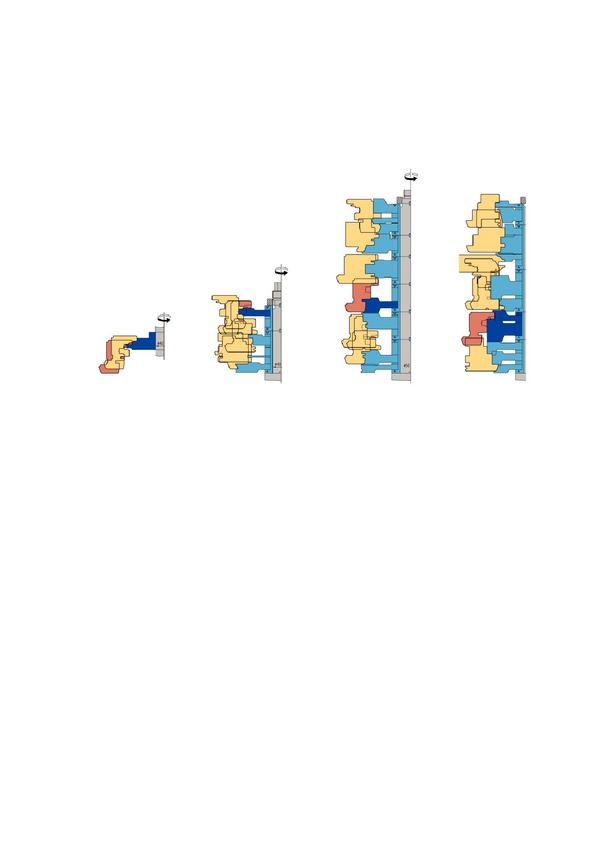
Spätestens hier kommt das Werkzeug-Profilsplittingsystem zum Einsatz. Auf mehreren Spindeln hintereinander werden Profile vor- und fertiggefräst. Durch Steuerung der Spindelpositionen entstehen mit gleichen Werkzeugen unterschiedliche Fensterprofile variabel in z. B. Holzdicke und Falztiefe.
Dies ermöglicht das Fertigen unterschiedlicher Fenstersysteme ohne Werkzeugwechsel in den Anlagen.
Die Leitz-Konstrukteure sind spezialisiert auf derartig komplexe Anlagenbelegungen. Die Maschinenbelegungsplanung ist schlussendlich für eine rationelle Teilefertigung mitverantwortlich.
Hier geht es aber nicht nur darum, mittels einer ausgeklügelten Werkzeugbelegung mit möglichst wenig Werkzeugen die unterschiedlichsten Bearbeitungen durchführen zu können, sondern die Beratung beginnt schon bei der Festlegung der Fenstertypen und schließt mit der Inbetriebnahme der Maschine durch den Monteur.
Fenstermaschinen werden heute weitgehend in Modulbauweise hergestellt und genau auf die jeweiligen Kundenbedürfnisse angepasst. Die Winkelkombinationen erreichen herkömmlich einen Ausstoß von 60 – 80 Fenster/Schicht. Mit speziellen Layoutplanungen sind sogar Mengen von 4 – 5 Teilen /Minute möglich.
Innovationen italienischer Maschinenbauer sorgen immer für Aufsehen. So wechseln z. B. SAC, GMC etc. komplette Schlitz- oder Längsspindeln automatisch. Konterhölzer werden durch Konturoberfräser, einen so genannten Kolibri, ersetzt oder die Querfasern mit einem Schneidstempel getrennt und stirnseitig im Gleichlauf gefräst.
Ebenfalls werden auf einer Türenanlage ausrissfreie Konterfräsungen ohne Konterholz auf einer Sondermaschine von der Fa. Beth in Lübeck produziert. Durch Schutzfräsen von beiden Seiten werden 8 Teile/min gefertigt.
Die Entwicklungen laufen ständig weiter. So kann diese Übersicht höchstens eine Momentaufnahme darstellen, die auf den nächsten Messen wieder mit Neuerungen bereichert werden wird.
Die Vermischungen von Durchlaufanlage und CNC-Bearbeitungszentrum werden weiter gehen, egal ob mehr von der CNC, wie anfangs beschrieben, oder von der Durchlaufanlage ausgehend.
Ungeachtet der Kosten wird die Wahl der Maschinenlösung für einen Betrieb nach wie vor in erster Linie vom geplanten Teileausstoß abhängig sein. Ebenso wird die Anzahl der unterschiedlichen Fenstersysteme eine sehr wesentliche Rolle bei der Maschinenfestlegung haben. Außer man kann einen Werkzeugwechsel in Bezug auf Fertigungsmenge akzeptieren.
Bei diversen Fenstertypen können unter Umständen viele Ausfräsungen und Bohrungen für Beschläge etc. oder viele Sonderformen den Ausschlag eher in Richtung CNC–Bearbeitungszentrum alleine oder als Bypasslösung in Anlagenkonzepte geben.
Eines aber haben die Anlagen heute schon gemeinsam: Sie sind alle auf Einzelteilfertigung ausgelegt. ■
Teilen:








{kind=link}