










Das Problem der Vorspaltung ist so alt wie das Hobeln mit rotierenden Messern. Mit hohen Schnittgeschwindigkeiten, unterteiltem Schnitt, Achswinkel, der Unterteilung in Vor- und Fertighobeln und weiteren fertigungs- und werkzeugtechnischen Tricks und Kniffen versucht man das Problem unter Kontrolle zu bekommen. Eine neue Methode schafft hier wirkungsvolle Abhilfe.
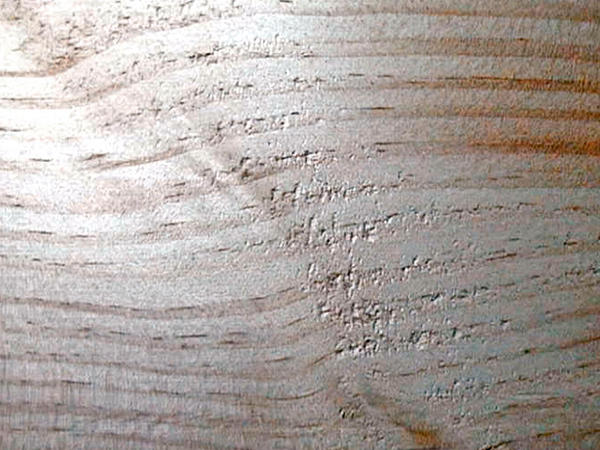
Bekannt und vielfach praktiziert ist auch das Hobeln gegen die Wuchsrichtung, aber wer kann schon im industriellen Maßstab jedes Holz nach der Wuchsrichtung drehen? Und es bleiben in jedem Fall die Probleme mit Drehwuchs und Asthöfen im Holz, bei denen die Quadratur des Kreises gefragt ist. Bei normaler Bearbeitungszugabe für das Finishhobeln sind die Vorspaltungen vom Vorhobeln so tief, dass sie beim „Putzhobeln“ nicht beseitigt werden. Bei größerer Bearbeitungszugabe zum Putzen steigt die Gefahr, dass der Putzhobel selbst Vorspaltungen verursacht rapide an. Bild 1 zeigt eine konventionell gehobelte Oberfläche (Vorhobeln mit segmentierten Schneiden und Achswinkeln, 0,5 mm Finishhobeln mit gerader Schneide) in einem Drehwuchsbereich. Beim Finishhobeln werden die Vorspaltungen vom Vorhobeln nicht beseitigt.
Besseres Holz nehmen? Aber wo gibt es das noch? Im Gegenteil ist es heute viel häufiger erforderlich, Kompromisse bei der Holzbeschaffung auch für hochwertige Produkte wie Fensterkanteln und Türen einzugehen. Der Trend zu Plantagenhölzern führt auch zu schnell wachsenden Holzarten wie Eukalyptus, Gummibaum u. ä., die sich durch starken Drehwuchs und ausgeprägte Asthöfe auszeichnen. Das heißt auch, dass Ausschuss durch mangelhafte Oberflächenqualität erst nach mehreren Verarbeitungsstufen entsteht und die Ausschusskosten nicht mehr vernachlässigbar sind.
Hinlänglich bekannt ist der positive Effekt des Fräsens unter einem Einstellwinkel K, wie es beim Abplatten auftritt. Nur ist diese Bearbeitungsart durch die erforderliche Schwenkung der Welle und die damit verbundene komplizierte Werkzeugeinstellung bei Vierseitenhobelmaschinen schwierig zu realisieren.
Gemeinsam mit Anwendern arbeitete Leitz dennoch an einer praktikablen Lösung. Warum die Welle schwenken, wenn man den Einstellwinkel auch in das Werkzeug legen kann, man muss nur die Schneidenabschnitte so kurz gestalten, dass sich daraus wieder eine ebene Fläche herstellen lässt.
Unter der Bezeichnung „Riffelprofil“ ist bei Leitz ein optimiertes Profilwerkzeug zum Vorhobeln als Baukasten für die gängigsten Bearbeitungsbreiten verfügbar. Durch den leicht ziehenden Eingriff der Schneiden werden Vorspaltungen weitgehend vermieden und wenn sie dennoch auftreten, sind sie mehr seitlich als in die Tiefe des Materials gerichtet. Beim anschließenden Putzhobeln werden praktisch nur die Riffeln entfernt, sodass auch hier Vorspaltungen weitestgehend vermieden werden. Bedingung für die erfolgreiche Anwendung ist natürlich das Vorhandensein einer ausreichenden Zahl von Spindeln auf der Maschine und eine Möglichkeit zur Feinjustierung der Tischhöhendifferenz.
Bild 2 zeigt das Holzmuster aus Bild 1 nach einem weiteren Hobeldurchgang mit Riffelhobeln und Finishhobeln, trotz Drehwuchs entsteht eine saubere Oberfläche.
Trotz astigem Holz lassen sich durch die Riffeltechnologie beanstandungsfreie Oberflächen an Fensterteilen erzeugen, (Bild 3).
Natürlich ist das Werkzeug zum Riffeln etwas aufwändiger als ein einfacher Hobelkopf. Das Profil und die erforderliche Genauigkeit beim Einbau der Schneiden verlangen nach einer hochpräzisen, axial positionierenden Messerspannung. Besonders wirtschaftlich wird die Technik, wenn die Messer an der Spanfläche nachgeschärft werden können und das komplizierte Profil nur einmal erzeugt werden muss. Damit ist das Leitz ProFix-System für diese Anwendung optimal geeignet. Mit seiner Durchmesserkonstanz bis zur letzten Nachschärfung, der großen Anzahl möglicher Nachschärfungen und dem bevorzugten Schneidstoff Hartmetall machen sich die Anfangsinvestitionen durch die geringen Betriebskosten, lange Standwege und geringe Wechsel- und Einstellzeiten rasch bezahlt (Bild 4).
Ein anderes Problem speziell bei Fenster- und Türprofilen stellen die Aussplitterungen beim Werkzeugaustritt bei der Hirnholzbearbeitung dar. Mit komplizierten Maschinenkinematiken oder dem allseits beliebten Konterholz lassen sich hier Verbesserungen erzielen. Trotzdem führen tiefere Ausrisse unweigerlich zu Ausschuss, der erst direkt vor der Montage erkannt wird. Auch hier kann das Riffelprofil sehr hilfreich sein. Da die Schnittkräfte beim Schneidenaustritt nicht mehr senkrecht zu der zu erzeugenden Kante stehen, wird die Splitterbildung deutlich verringert. Anders als beim Hobeln bleiben die Riffeln an der Oberfläche bis zur Montage bestehen. In den Bildern 5-7 werden die Zusammenhänge deutlich.
Die Riffel wirken bei der Eckverbindung zum einen als Leimtasche, die für eine definierte Leimmenge und -fuge sorgt und zum anderen durch die Lage der Riffel quer zur Bewitterungsrichtung als „Dichtlippen“ und damit als Feuchtigkeitssperre. Die definierte Leimmenge bewirkt eine verlässlichere Versiegelung des Hirnholzes und beseitigt damit eine der typischen Schwachstellen des Holzfensters. Konventionell gefräst würde sich ein Höhenprofil zwischen Früh- und Spätholz ausbilden, was zu ungleichmäßiger Leimaufgabe und schlimmstenfalls zur Bildung von Kapillaren in dem empfindlichen Hirnholzbereich führen kann (siehe Bild 5).
Bewitterungs- und Zugversuche am ift Rosenheim zeigten die Tendenz zu höherer Festigkeit der Eckverbindung bei gleichzeitig besserer Dichtigkeit. Bei allen Proben erfolgte der Bruch im Längsholzbereich. Die Leimfugen zeigten eine höhere Dichtigkeit an der äußeren Brüstung. Durch die gute Füllung mit Leim zeigten sich auch quer zu den Riffeln geschlossene Fugen ohne jegliche optische oder technische Beeinträchtigung (Bild 9).
Aufgrund der Vielfalt und Individualität der Profile ist es für die Hirnholzprofilierung nicht möglich, ein Standardprogramm anzubieten. Natürlich können alle Sonderprofile mit der Riffelkontur ausgeführt werden. Dazu stehen bei Leitz die Werkzeugsysteme ProFix und ProfilCut zur Verfügung, die beide eine ausreichende axiale Positioniergenauigkeit aufweisen.
Inzwischen liegen über zwei Jahre praktische Erfahrung in einem Fensterbaubetrieb mit den Holzarten Meranti, Eiche, Lärche, Kiefer und Pinie sowie erste Erfahrungen mit Eukalyptus und Pinus Radiata vor. Fertigungsausschuss und Nacharbeit aufgrund mangelhafter Oberflächen bzw. Endaussplitterungen gingen in diesem Zeitraum von über 5 auf unter 0,5 % zurück, obwohl von einer Verbesserung der gehandelten Holzqualität keine Rede sein kann. Die etwas höheren Werkzeugkosten durch zusätzliches Vorfräsen auf allen Bearbeitungspositionen und die aufwändigeren Schneiden haben sich rasch bezahlt gemacht. ■
Teilen:
 Hobelbank am Straßenrand
Hobelbank am Straßenrand







 Zähne zeigen id=){kind=link}