



Längere Werkzeug-Standwege und bessere Bearbeitungsqualität versprechen neuartige Spannfutter für CNC-Werkzeuge: So sorgt z. B. die Methode der ‚thermischen Schrumpfspannung’ für eine hohe Steifigkeit der Werkzeugspannung und damit für präzise Rundlaufgenauigkeit der Werkzeuge.
Beide Faktoren – Standweg der Werkzeuge sowie die Qualität der Bearbeitung – sind wichtige Merkmale für jede Fertigung. Gleichermaßen ob Industrie oder Handwerk, denn hiervon werden in erster Linie die Kostenstruktur und damit die Preiskalkulation für ein Produkt beeinflusst.
Weiterer Handlungsbedarf für den Einsatz von Schrumpf-Spannfuttern entsteht durch die immer höheren Drehzahlen in der CNC-Bearbeitung, wenn es zum Beispiel mit Hochfrequenzspindeln auf über 30 000 min-1 hinausgeht. Oder auch, wenn große Zerspanungskräfte auf die Werkzeuge drücken, wie sie in der Treppen- und Türenherstellung sowie beim Bearbeiten von hochfesten und abrasiven Materialien (GFK, HPL-Vollkernplatten) vorkommen. Bei solchen Gelegenheiten sind die Aufnahmen für Werkzeugschäfte an CNC-Oberfräsen und -Bearbeitungszentren kompromisslos gefordert. Außerdem stoßen bei dynamischen Beanspruchungen wie beispielsweise schnelles Hochlaufen und Abbremsen einer Spindel oder auch bei längeren Werkzeugschäften die Genauigkeit, Spannkraft und Steifheit herkömmlicher Werkzeugaufnahmen sehr schnell an ihre Grenzen.
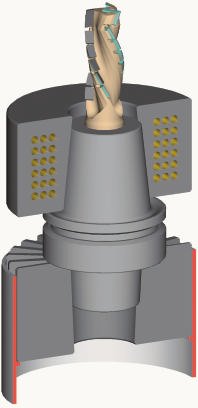
Exakt in diese Richtung zielt der Einsatz der von Leitz angebotenen thermischen Schrumpfspanntechnik ‚TermoGrip®’ als Problemlösung. Auf den natürlichen Gegensätzen heiß und kalt basierend, werden Schaftwerkzeuge in Spannfuttern unter Zuhilfenahme eines physikalischen Effektes gespannt: Materialien, insbesondere Stahl, dehnen sich bei Temperaturveränderungen aus bzw. ziehen sich zusammen.
Das Schrumpfspannfutter wird durch die punktgenaue Erwärmung mittels Hochfrequenz-Induktionstechnik zum Ausspannen des Schaftwerkzeugs sehr direkt und intensiv erwärmt (Dauer zirka acht bis zwölf Sekunden) und durch Abkühlen wieder eingeschrumpft. Dieser Spannvorgang ist beliebig oft wiederholbar, da lediglich im elastischen Bereich des Werkstoffes der Spannfutter verformt wird. Durch die relativ kurzen Aufheiz- und Abkühlzeiten können bis zu vier Werkzeuge pro Minute ein- und wieder ausgeschrumpft werden.
Systemkomponenten
Die TermoGrip-Schrumpfspann-technik ersetzt die seitherige Vielfalt der Spannfutter und erfüllt Funktionsmerkmale sowohl der Hydrodehnspannfutter beziehungsweise Spannzangenfutter als auch von Weldonfutter und kann die hier bekannten Einschränkungen in vollem Umfange ausgleichen (zu geringe Steifigkeit bei Hydrodehnspannfutter, begrenztes Drehmoment bei Spannzangenfutter, Drehzahl max. 24 000 min-1 bei Weldonfutter). Die technischen Komponenten bestehen aus:
• Schrumpfspannfutter mit entsprechender Schnittstelle (HSK-F 63, SK 40, SK 30…)
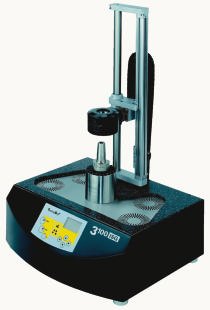
• Prozessorgesteuerter Hochfrequenzgenerator
• Zubehör: Induktionsspule, Spannfutterhalter, Kühladapter
Nutzen für den Anwender
Die hohe Rundlaufgenauigkeit (0,003 Millimeter) und die beträchtliche Steifigkeit im Futter ermöglichen zusammen mit der sehr großflächigen und gleichmäßig verteilten Spannkraft um bis zu 2-fach längere Standwege für die Werkzeuge, vor allem bei Diamant- und Hartmetall-Werkzeugen. Beim Schärfen der Werkzeuge verbleiben diese im Schrumpfspannfutter, so dass sie komplett aus der Maschine entnommen und danach wieder einfach und präzise eingesetzt werden können. Ein weiterer positiver Effekt der komplett mit Schrumpfspannfutter geschärften Werkzeuge ist eine deutlich bessere Bearbeitungsqualität, die mit dem Jointen beim Hobeln zu vergleichen ist. Der sichere Halt der Werkzeuge und das maximal übertragbare Drehmoment lassen schnellere Vorschubgeschwindigkeiten zu und erzeugen selbst bei sehr hohen Drehzahlen, wie sie in der HSC-Bearbeitung mit bis zu 40 000 min-1 vorkommen, eine bemerkenswerte Laufruhe. Diese kommt natürlich auch der Haltbarkeit der Spindellagerung zugute. Die kurze, schlanke Bauform der Futter lässt selbst komplizierte Fräsformen zu, die beispielsweise auf 5-Achs-Bearbeitungszentren mit Spannzangenfutter wegen der Störkonturen nicht möglich sind.
Gegenüber herkömmlichen Spannfuttern unterscheidet sich die Schrumpfspanntechnik neben der Laufruhe und den höher übertragbaren Drehmomenten (= größere Zerspanungsleistung) ebenfalls durch eine verlässliche Einsatzbereitschaft, weil weder Verschleißteile vorhanden sind noch die Werkzeugschäfte beschädigt werden können (= geringere Unfallgefahr). Unabhängig davon, dass für den Linkslauf keine Extra-Futter erforderlich sind, ist der Werkzeugwechsel generell wesentlich schneller durchzuführen, was eine weitere Optimierung der Fertigungsabläufe bedeutet.
In Verbindung mit dem Service, den Leitz für die thermische Schrumpfspanntechnik bietet, wird eine hohe Produktionssicherheit geboten. Zudem entstehen somit Kostenvorteile, weil neben den längeren Standwegen und einer nahezu unbegrenzten Lebensdauer der Werkzeuge die gemeinsame Nutzung der Systemkomponenten durch die Anwender zu klar kalkulierbaren Preisvorteilen führen. Aus diesen Gründen ist der Einsatz von TermoGrip-Schrumpfspannfutter nicht nur für die Hochleistungsbearbeitung interessant. Dieses Spannsystem steigert auch bei konventionellen Drehzahlen die Leistungsfähigkeit von Schaftfräsern und führt zu besseren Fertigungsbedingungen.
Leitz GmbH & Co.
73447 Oberkochen
Tel 0 73 64/9 50-0
Fax ~/9 50-662
Teilen:








{kind=link}