












Zeitaufwendiges Suchen und Zählen, umständliches Ein- und Auslagern, mühsames Umstapeln und Beschicken: Der Alltag beim Plattenaufteilen birgt in der Tat erhebliches Verbesserungs- und Einsparungspotential. Das bei einem Zulieferanten im Schwarzwald realisierte Konzept könnte unter diesen Vorzeichen besonders für mittlere Betriebsgrößen zum Zukunftsmodell avancieren. Die Revolution kommt dabei aus dem Plattenlager: Dort hat intelligente Lager- und Fördertechnik das sprichwörtliche Plattenchaos besiegt, und den kompletten Zuschnitt automatisiert.
Wo andere Urlaub machen: Das Schwarzwalddorf Fischerbach, unweit von Schramberg in einem reizvollen Seitental der Kinzig gelegen, ist Standort der Schreinerei Schorn GmbH. Der erste Blick in die jüngst erweiterte Fertigung überrascht den Besucher mit aktueller Maschinentechnik. Modernste Plattenaufteiltechnik, CNC-Bearbeitung und UV-Lackierung sind dazu die besonderen Highlights.
Stets auf technischen Fortschritt gesetzt
Juniorchef und Schreinermeister Armin Schorn kommentiert den eher unvermuteten, hohen technischen Standard nicht ohne Stolz: „Wir haben schon immer auf Innovation und technischen Fortschritt gesetzt. Das hat uns stets nach vorne gebracht.“
Das Schwarzwälder Unternehmen kann auf eine über 100jährige Tradition in der Holzbearbeitung verweisen. Aus der 1866 gegründeten Wagnerei entstand bereits in den 20er Jahren eine typische Dorfschreinerei. Heute ist die 4. und 5. Generation am Ruder. Werner Schorn und sein Sohn Armin, beide Schreinermeister, führen heute die Schorn GmbH, deren Untertitel „Einbaumöbel und Objekteinrichtungen“ auf das Firmenkonzept verweist. Seit 1964 ist Schorn überwiegend auf der Zulieferschiene aktiv, und das mit wachsendem Erfolg. Senior Werner Schorn, ebenfalls ein Verfechter rationellster Fertigung: „Wir sind praktisch über unsere stets aktuelle und rationelle Maschinentechnik in die Zulieferfunktion hineingewachsen.“
Hinter der Philosophie „Fertigen im Auftrag“ verbergen sich mehrere Arbeitsfelder: Neben der Herstellung von kompletten Möbeln und Einrichtungen für namhafte Objekteinrichter, stützen sich immer mehr Kollegen aus dem Innenausbau, dem Ladenbau oder der Trennwandherstellung auf die geballte Produktionsleistung der Schwarzwälder. Bei Schorn stellt diese Schiene immerhin einen Umsatzanteil von rund 30 %. Der individuelle Innenausbau für Bauherren im regionalen Bereich ergänzt, zu einem heute freilich kleinen Anteil, das Leistungsspektrum.
Inzwischen repräsentiert die Schorn GmbH mit insgesamt 27 Beschäftigten eine beachtliche Größe. Mit 22 Schreinern ist der Anteil der „Gelernten“ vergleichsweise hoch. Armin Schorn kommentiert diese Tatsache mit dem Hinweis auf die angestrebte hohe Qualität in jeder Produktionsphase. Eine schlanke Verwaltung und Arbeitsvorbereitung mit derzeit nur 2 Mitarbeitern ergänzt das Konzept der rationellen Produktion und hohen Flexibilität auf der organisatorischen Seite.
Vielfalt und Losgröße 1
Die grundsätzliche Situation des Zulieferspezialisten in Fischerbach ist im Prinzip identisch mit der Problematik der Abnehmer in Industrie und Handwerk. Die Zeit der großen Null-acht-fünfzehn-Serien gehört längst der Vergangenheit an: Losgröße 1, Gestaltungs- und Materialvielfalt, Flexibilität, hohe Qualität und kürzeste Lieferzeiten sind die gewaltigen Herausforderungen die fertigungstechnisch und organisatorisch unter einen Hut gebracht werden müssen. Maschinentechnische Optimierung ist unter diesen Aspekten eine permanente Unternehmeraufgabe.
Im Zuge der ständigen Rationalisierungsbestrebungen stand bei Schorn ein größeres Erweiterungsprojekt mit der Modernisierung des Plattenaufteilens ins Haus.
Das Platten- und Zuschnittproblem
Der Plattenzuschnitt, bereits Anfang der 90er Jahre auf zwei Plattensägen aufgestockt, war den Schorns nicht effektiv genug. Obwohl eine der beiden Maschinen bereits mit Hubtischbeschickung ausgestattet war, schlug der unbefriedigende Ist-Zustand vor allem in bezug auf unproduktive Nebenzeiten sehr negativ zu Buche. Auf 1,5 Stunden reine Zuschnittzeit mußten im Extremfall bis zu zwei Stunden für Staplerfahrten, manuelle Plattentransporte und Beschickung gerechnet werden:
„Einer der beiden Sägenführer oder der oft erforderliche dritte Mann war fast ausschließlich mit Suchen, Transportieren, Ein- und Auslagern der Platten beschäftigt.“ Unter diesen Voraussetzungen wurden auch schon mal zusätzliche „Feuerwehrschichten“ im Zuschnitt erforderlich.
Als zweiten wesentlichen Ausgangspunkt für die Verbesserung des Plattenzuschnitts nennt Armin Schorn die schwierige Situation im beengten Plattenlager. Umständliches und zeitaufwendiges Handling, Materialbeschädigungen und unsichere Bestandsführung nennt er dazu als wesentliche Problempunkte mit erheblichen Verbesserungsreserven.
Schorns Ausgangsanalyse weist zudem auf die Problematik der zu bewältigenden Plattenvielfalt: Span-, Tischler-, Dreischicht-, Multiplex- und mineralisch gebundene Platten, roh, beschichtet und furniert in unterschiedlichen Dekoren und Holzarten. Im Falle Schorn werden auch furnierte Platten, teilweise mit Bildabwicklung von einem Spezialisten bezogen.
Eine verführerische Idee
Erste Marktrecherchen bei mehreren Maschinenherstellern ließen die Überlegungen für den Ersatz der beiden Plattensägen durch eine Winkelanlage reifen.
Das intensive Studium eines Referenzobjektes der Firma Holzma mit vollautomatisierter Lagertechnik aus dem Hause Bargstedt führte jedoch auf ganz neue Spuren der Aufteillogistik für gemischte Kleinstmengen, für Losgröße 1 und den Einzelplattenzuschnitt. Die beiden Technik-Begeisterten bringen die dort gewonnene Erkenntnis auf eine sehr griffige und prägnante Formel:
„Die gerade benötigte Platte lag ohne Zeitverlust und manuelle Eingriffe immer rechtzeitig auf der Säge.“ Gerade in der auftragsbezogenen Fertigung mit ständig wechselnden Plattenarten ein zweifellos verführerischer Gedanke.
Dieses überzeugende Konzept hatte weitreichende Folgen: Die ursprünglichen Planungen für eine Winkelanlage wurden praktisch komplett über den Haufen geworfen, die gesamte Layout- und Bauplanung für die Hallenerweiterung noch einmal grundlegend von vorne gestartet.
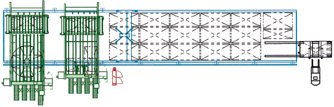
Das schließlich gemeinsam mit dem Plattenaufteil-Spezialisten Holzma und dem Anlagenbauer Bargstedt realisierte Konzept vereint leistungsfähige Plattenaufteiltechnik mit intelligenter Lagerlogistik und Fördertechnik. Drei Komponenten kennzeichnen die vor Jahresfrist in Betrieb genommene Anlage:
• Vollautomatisches Flächenlagersystem mit rechnergesteuerter Ein- und Ausstapelanlage sowie vollautomatischer Sägenbeschickung.
• Säge 1: Holzma Typ HPV 11/430/220 für verleimfähige Fertigschnitte mit vorgeschalteter Drehvorrichtung für Kopfschnitte; Schnittlänge 4200 mm, Paketschnitte bis 110 mm,
• Säge 2: Wie Säge 1, jedoch ohne automatische Drehvorrichtung.
Beide Anlagen zeichnen sich u.a. durch hohe Verfahr- und Vorschubgeschwindigkeiten aus. Der Sägewagen erreicht 125 m/min, der Programmschieber 80 m/min.
Die Entscheidung für eine zweite, einfacher ausgestattete Plattensäge war nicht nur eine Frage der Aufteilkapazität. Säge 2 stellt die Flexibilität für zusätzliche Zuschnittaufgaben sicher, so z. B. für den Sonder- und Furnierzuschnitt. Sie kann wahlweise in den vollautomatisierten Aufteilablauf integriert oder wahlweise als eigenständige Maschine separat eingesetzt werden.
Lagermanagement per PC
Das vollautomatisierte Lagersystem von Bargstedt rationalisiert den Materialfluß und den Plattenzuschnitt auf intelligente Weise. Lediglich beim Einstapelvorgang werden die Platten mit ihrer jeweiligen Identnummer am Anlagen-PC erfaßt. Alle weiteren Vorgänge sind rechnergesteuert und vollautomatisiert: Die Ein- und Ausstapelanlage lagert die Platten ein und aus, kommissioniert sie oder führt sie der Plattenaufteilsäge zu.
Das bei Schorn installierte Flächenlager mit einer Kapazität von rund 2000 Platten (19 mm) bietet eine flexible und flächenoptimierte Anordnung der unterschiedlichen Formate bis 4100 mm.
In Sachen Dekor- und Holzartenvielfalt hat das System ein echtes Schmankerl anzubieten. Neben sortenreinen Stapeln richtet das System „chaotische“ Stapelplätze ein. Im Klartext:
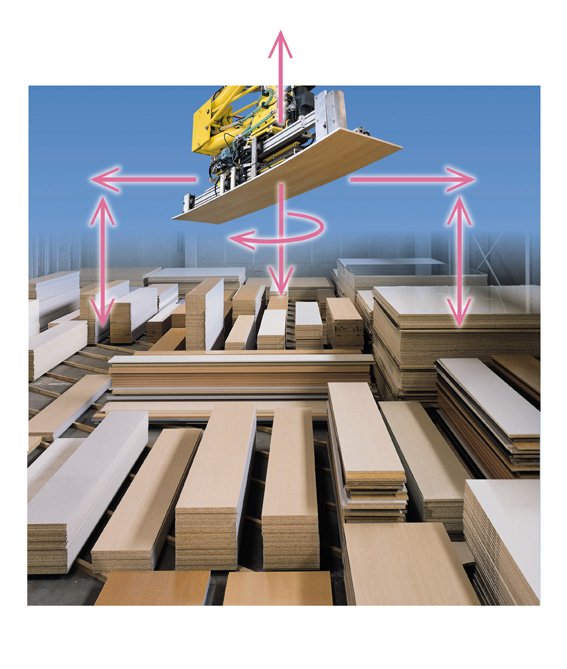
Verschiedene Plattensorten in einem Stapel. Für die Entnahme der benötigten Platte „blättert“ der Plattensauger „wegeoptimiert“ zwischen zwei chaotischen Stapelpaaren und holt sich die gewünschte Platte gezielt heraus. Dieses Prinzip ist nicht nur platzsparend, sondern macht das Lager auch hochflexibel. Platzsparend ist zudem ein anderes Detail: Um freie Plätze im Lager optimal zu nutzen, können die Platten um 90° gedreht und abgelegt werden. Auf diese Weise läßt sich auch die Säge längs und quer beschicken. Ermöglicht wird dies durch eine drehbare, auf Länge und Breite positionierbare Saugtraverse.
Das Geheimnis der rationellen Bargstedt-Lagertechnik mit voll-automatisierter Ein- und Ausstapelung ist hochentwikkelte Software und Steuerungstechnik. Die Steuerung erfolgt über ein netzwerkfähiges Rechnersystem mit integrierter Homatic SPS. Das Rechnersystem übernimmt die gesamte Lagerverwaltung und die Steuerung aller Abläufe im Lager.
Nach der Einstapelung sind sämtliche Lagerdaten im System gespeichert: Plattenabmessungen, Lagerort, Lagerplätze, deren Inhalte und Koordinaten.
Just in time
Im Zusammenspiel mit der Plattensäge ergibt sich der vollautomatisierte Zuschnitt. Die Aufträge werden entweder als Liste vorgegeben oder automatisch von der Plattenaufteilsäge an das Rechnersystem des Lagers übermittelt und dann abgearbeitet. Die Reihenfolge bestimmt die bereits in der AV durchgeführte Zuschnittoptimierung für die Säge oder je nach Wunsch das Lager selbst. Für die Bereitstellung der nächsten Platte oder eines ganzen Pakets an der Sägenbeschickung, nutzt die Fördertechnik die Sägezeit. Leerlauf an der Aufteilsäge wird auch durch das Fördertempo vermieden. Nur 45 Sekunden braucht das Fördersystem vom entferntesten Lagerplatz bis zur Sägenbeschickung.
Außerdem lassen sich in der Nacht oder am Wochenende diverse Vorsortierungen für eine spätere Bearbeitung vornehmen. Dazu ist die Anlage für mannlosen Betrieb ausgelegt.
Auch für die Reststückproblematik hat das Bargstedt-System eine Lösung parat: Plattenreste bis zu einem minimalen Format von 2100 x 125 mm können dem Lager mit einer neuen Identnummer wieder zugeführt werden. Kleinere Formate werden bei Schorn einem separaten Restelager zugeführt.
Mehrfache Nutzeffekte
Ein rundes Jahr nach Inbetriebnahme ziehen Armin und Werner Schorn eine positive Bilanz der Investition von über einer Million DM. Mit der hochmodernen Plattenaufteiltechnik habe man die Produktivität, die Qualität und auch die Flexibilität deutlich steigern können.
Durch die Reduzierung der Aufteilzeiten und der Einsparung von erheblichen Lohnkosten nicht nur für Transport, Lager- und Beschickungsarbeiten, sondern auch für die ganze Lagerverwaltung rechnet Armin Schorn mit einer Amortisation der Mehrinvestition in das vollautomatische Plattenlager von vier bis fünf Jahren.
Erhebliche Einsparungen ergeben sich weiter durch die insgesamt perfekte Logistik. Dabei sieht Armin Schorn ein weiteres Problem ebenfalls als gelöst: „Ein kritischer Punkt war immer der Materialbestand. Oft hat eine einzelne Platte gefehlt, oder wir hatten von einer bestimmten Sorte viel zu viel am Lager.“ Heute werde der Lagerbestand durch das System automatisch und ständig kontrolliert. Eine bedarfsgerechte Aktualisierung sei auf einfache Weise möglich.
Mit der neuen Technik sehen sich die Schorns auch für die Zukunft gut gerüstet. Die Anlage birgt mit einer Aufteilleistung von ca. 100 Platten pro Schicht noch Kapazitätsreserven. Je nach Schnittplänen werden zur Zeit bis zu 60 Platten pro Tag aufgeteilt. Als einen Vorteil werten Armin und Werner Schorn die Tatsache, daß die gesamte Zuschnittlösung praktisch aus einer Hand geplant und geliefert wurde. Sowohl Holzma als auch Bargstedt sind Unternehmen der Homag Gruppe. Steuerungen und Baugruppen sind vielfach identisch. Dies erleichtert die Bedienung, die Wartung und den Service, der auch online über Teleservice erfolgen kann.
Lager-Trend
Vollautomatisierte Lagersysteme für Plattenmaterialien liegen aufgrund der vielschichtigen positiven Effekte zweifellos im Automatisierungstrend. Holzma-Verkaufsleiter Martin Kress kann diese Entwicklung nur bestätigen: „Immer mehr Betriebe wollen moderne Lagersysteme realisieren. Die neue Logistik- und Lagertechnik ist jedoch kein Privileg nur für die Großen, sondern sie kann sich auch in kleineren Innenausbau- und Zulieferbetrieben sehr schnell amortisieren.“ Bleibt noch der Hinweis, daß der Lagertechnik-Baukasten von Bargstedt Lösungen für alle Leistungsklassen bereit stellt.
Rationelle Technik, nicht nur beim Plattenaufteilen
Der Einsatz hochmoderner Plattenaufteiltechnik ist nur ein Beispiel für die hohe Innovationsbereitschaft der Schreinerei Schorn. Auch auf anderen Feldern hat der flexible Zulieferant als einer der ersten so manche technische Neuheit eingeführt. Bereits seit 1985 wird die schnelle und umweltfreundliche UV-Lackierung auf einer Giardina-Flächenlackierstraße praktiziert. Die Flexibilität und die schnelle Lieferbereitschaft konnten dadurch nach dem Motto „vom UV-Trockner auf den LKW“ erheblich gesteigert werden.
Was für die Flächenlackierung gilt, trifft auch für die Kantenlackierung zu. Die populären Massivholzkanten, z. B. an beschichteten Platten, werden ebenfalls im UV-Verfahren und im Durchlauf lackiert. Der Effekt: 3-fach-lackierte Kanten in nur wenigen Minuten.
Kooperationen: Ein Zukunftsmodell
Die Partnerschaft mit produktiven Zulieferanten und Spezialisten ist heute nicht nur in der Industrie ein erfolgreich praktiziertes Konzept. Auch immer mehr kleinere und mittlere Betriebe nutzen im Zuge des Marktwandels die Zusammenarbeit mit leistungsfähigen Dienstleistern zur Steigerung ihrer eigenen Leistungskraft. Branchenexperten halten diese Form der Arbeitsteilung gar für eine Voraussetzung zur Erhaltung der Wettbewerbsfähigkeit. Vor diesem Hintergrund ist der Kollege Schorn zweifellos eine sehr „produktive“ Connection: Schorn GmbH, Vordertal 17/18, 77716 Fischerbach, Tel. 0 78 32/96 94 34, Fax ~/96 94 35.
Teilen:








{kind=link}