


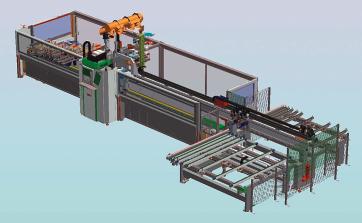



Das UniWin-Konzept von Biesse vereinfacht den Fertigungsprozess und leistet die Komplettbearbeitung von Rahmenteilen auf einer einzigen Maschine. Somit nennt Biesse seine UniWin die „kleinste und flexibelste Fensterfabrik“.
Die Fertigungsmöglichkeiten umfassen sämtliche Arten von Rechteck-, Dreieck- und Bogenfenstern in Einzelteilbearbeitung. Das herausragende Merkmal des UniWin-Konzepts: Das verfahrbare Tischsystem bewegt die zu bearbeitenden Teile am fest stehenden Werkzeug vorbei. Das Maschinenkonzept besteht im Wesentlichen aus:
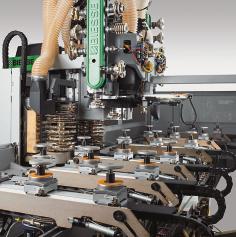
- Zwei untere feststehenden und in der Höhe verstellbaren Werkzeugspindeln mit 8,1 kW und mehreren unterschiedlichen Werkzeugen mit Konterholz für die Schlitz-Zapfen verbindung.
- Zwei obere Frässpindeln mit 13,5 kW und zwei automatischen Kettenmagazinen mit allen erforderlichen Werkzeugen und Winkelaggregaten für die Längsprofilierung und zum Fräsen und Bohren. Das Aufspannsystem besteht aus einem in X- und Y-Richtung verfahrbaren Tisch mit 6 Konsolen und jeweils 3 Modulträgern für die Uniclamp-Spannsysteme, mit denen die bereits ausgehobelten Fensterkanteln aufgespannt werden.
Der Maschinenführer, kann die Bearbeitungsprogramme aus einer Arbeitsliste abrufen. Die NC-Programme können dazu bereits im Vorfeld im Büro über ein Branchenprogramm erstellt und an die Maschine übermittelt werden.
Beim Programmstart senkt die Sicherheitsverkleidung an der Einlegestation ab, die Tischkonsolen fahren automatisch in die Beschickungsposition, die Einlegehilfen fahren nach oben und der Bediener kann das oder die zu bearbeitenden Werkstücke bequem in die Spannvorrichtung einlegen und am Laserrichtlicht ausrichten. Danach erfolgt die Werkstückspannung und die eigentliche Bearbeitung:
Im ersten Schritt erfolgt das passgenaue Ablängen mit der einwechselbaren Säge in beliebigen Winkeln. Dabei können auch mehrere Segmente für die anschließende Bogenbearbeitung zugeschnitten werden. Danach erfolgt die Querbearbeitung mit den untenliegenden Schlitzspindeln, wobei der Maschinentisch in Y-Richtung verfährt. Für die vordere Längsprofilierung (Außenprofil) fährt der Tisch in X-Richtung. Dazu kommen die Profilerwerkzeuge aus der oberen Fräseinheit zum Einsatz. Das hierbei entstehende, nicht unerhebliche Späneaufkommen, wird wie bei den CNC-Bearbeitungszentren der Baureihe Rover mit einem patentiertem Späneleitblech in die Absaughaube eingeleitet.
Anschließend erfolgt ein automatisches Umspannen des Werkstückes für die hintere Längsprofilierung (Innenprofil). Gleichzeitig wird hierbei die Glasleiste mit Schattennut automatisch herausgetrennt, passgenau auf Gehrung zugeschnitten und an das fertig bearbeitete Werkstück angeklammert. In diesem Zustand kann das Fensterteil zur Oberflächenbehandlung, ohne dass hierbei aufwändige Bearbeitungen im Vorfeld an der Glasleiste erfolgen. Teilelängen bis 1500 mm können als Doppelteil in der Maschine gefahren werden, was die Leistung der Maschine erhöht.
Alle Beschlagsbohrungen und -fräsungen, wie z. B. Olivenbohrungen, Eck- und Scherenlager, Schließbleche werden zum Teil über Einzelwerkzeuge oder Winkelaggregate über die oberen Frässpindeln ausgeführt.
Ist das Programm abgearbeitet, fährt der Tisch in die Ausgangsposition zur Entnahme und gleichzeitiger Beschickung eines neuen Teiles.
Die schon zuvor auf der UniWin gefertigten Einzelsegmente einschließlich der Minizinkenverbindung und Fixierbohrung kommen als Bogenrohteil auf die Maschine, die Ausrichtung erfolgt über den Laser. Das Programm ist in eine vordere und hintere Aufspannung unterteilt. Im ersten Schritt erfolgt die Außenbearbeitung mit Anschlussverbindung an die aufrechten Fensterteile, automatisches Umspannen und der Innenbearbeitung mit dem Austrennen der Glasleiste.
Automatische Beschickung
Eine auf der Xylexpo in Mailand erstmals vorgestellte Weiterentwicklung ist das automatische Beschick- und Entnahmesystem. Hierbei werden die Fensterkanteln mit Greifzangen automatisch in der Maschine positioniert und nach der Bearbeitung auf den Auslauftisch austransportiert. Die Hölzer werden in der Reihenfolge der Abarbeitung auf den Einlauftisch aufgelegt und über ein Messsystem auf Länge kontrolliert. Mit dieser Lösung kann die Maschine längere Zeit selbstständig arbeiten und der Maschinenführer kann in dieser Zeit andere Aufgaben durchführen.
Das kompakte Aufstellmaß, die Fertigung unterschiedlicher Fenstertypen in Losgröße 1, sowie die Komplettbearbeitung sämtlicher Rahmenteile auf einer Maschine einschließlich der Lösung der Glasleistensituation unterstreichen die Zukunftssicherheit dieses flexiblen Maschinenkonzepts. ■
Teilen:








{kind=link}