







Mit neuen Spannsystemen kann die Rund- und Planlaufgenauigkeit von Maschinenwerkzeugendeutlich verbessert werden. Die Effekte zahlen sich aus: Längere Standwege, höhere Bearbeitungspräzision und verbesserte Schnittqualität sind die positiven Folgen dieser “spannenden” Entwicklungen.
Der Autor: Dr. Hans-Jürgen Gittel ist Leiter des Bereichs Forschung, Entwicklung & Anwendungstechnik bei Leuco Ledermann GmbH, Horb
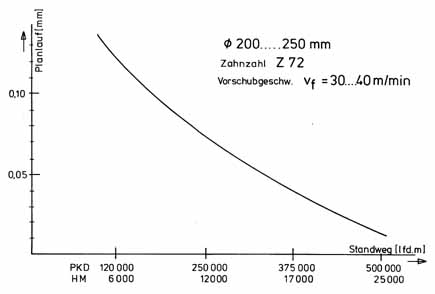
Über den Zusammenhang zwischen der Laufgenauigkeit und dem Standweg eines Werkzeuges ist schon viel philosophiert, geredet und geschrieben worden, meist zeigte die Praxis, dass alles ganz anders ist. Das liegt sicher an der Vielzahl der Einflussfaktoren. In Versuchen, bei denen die Planlaufgenauigkeit eines Zerspaners auf der Spindel vermessen und gezielt beeinflusst wurde, zeigte sich, dass die theoretischen Zusammenhänge dennoch richtig sind. Die Korrelation war gut und folgte dem in Bild 1 dargestellten Verlauf.
Nun ist ein Planlauffehler von mehr als 0,1 mm sicher eine etwas schockierende aber dennoch nicht ungewöhnliche Größe, denn es ist immer eine Summentoleranz aus Laufgenauigkeit des Motors, Montagetoleranzen und dem Planlauffehler des Werkzeuges selbst. Und genau darin liegt die Crux, Toleranzen können sich gegenseitig aufheben (wenn Mr. Murphy gerade schläft) oder addieren, so dass große und “unerklärliche” Standwegschwankungen zustande kommen.
Folgenreiche Planlauf-Einflüsse
Zerspaner sind planlaufsensible Werkzeuge. Ein Planlauffehler verursacht vom ersten Laufmeter des Werkzeuges an eine Welligkeit der erzeugten Schnittkante, deren Tiefe dem Planlauffehler entspricht. Darüber hinaus wird diese Kante nur von dem “einen”, von dem am weitesten hervorstehenden Zahn gebildet. Wird dieser beschädigt, endet die Werkzeuglebensdauer abrupt. Aber auch ansonsten hat er die größte Spandicke abzutragen und wird überproportional beansprucht, stumpft also relativ schneller ab. Soweit die – unbefriedigende – Situation. Bereits in der Vergangenheit gab es zahlreich erfolgreiche Maßnahmen, den durchschnittlichen Planlauffehler auch ohne aufwendiges Einmessen der Werkzeuge zu verringern. Einen großen Schritt vorwärts brachten die Präzisionsmotoren der Firma Perske (Wellendurchmesser 40 mm mit Sechskantmitnahme), die den Lauffehler des Motors im Vergleich zum Standardmotor halbierten und durch die Kompensation der Wärmedehnung weitere Verbesserungen mitbrachten. Der Mehraufwand rechnet sich schnell.
Verbessert hat sich auch die Genauigkeit der Werkzeuge selbst. Mit der Einführung der Kompaktzerspaner sind Systeme am Markt verfügbar, deren Planlauffehler regelmäßig unter 0,03 mm liegt. Verbleibt also die Frage, wie die beiden recht genauen Teile zusammen kommen.
Um die Montierbarkeit eines Werkzeuges auf der Motorenwelle zu ermöglichen, ist ein Spiel zwischen Welle und Bohrung (g6 – H7) notwendig. Gemäß DIN EN 847 – 1 beträgt es im relevanten Wellendurchmesserbereich (30 bis 50 mm) 0,009 bis 0,05 mm. Wird ein Zerspaner mit seinem Grundkörper direkt auf die Welle montiert, kann durch die “Hebelwirkung” des Radius ein Planlauffehler von mehr als 0,06 mm verursacht werden. Bei Verwendung einer zwischenmontierten Büchse kommt übrigens ein weiterer “Satz” Montagetoleranzen dazu. Insbesondere bei den teuren und genauen PKD-Kompaktzerspanern hat es sich deshalb bewährt, Hydrobüchsen zu verwenden, die dann die Montagetoleranz weitgehend kompensieren.
Einstellbarer Planlauf
Da die Hydrospannsysteme meist auf die Verwendung von Präzisionsmotoren zugeschnitten waren (bei denen sie zugegebenermaßen auch den höchsten Nutzen bringen), mussten die Betreiber älterer oder einfacherer Anlagen bisher erhebliche Nachteile in Kauf nehmen. Zur LIGNAplus stellt Leuco deshalb ein neues S-System für Standardmotoren mit Wellendurchmesser 35 mm und Passfedermitnahme vor, das eine Einstellung des Planlaufes ermöglicht und zum Patent angemeldet wurde. Die Planlaufeinstellung erfolgt einmalig beim Aufbau des Systems und dauert etwa eine Minute. Die erreichbare Planlaufgenauigkeit ist besser als 0,01 mm und entspricht damit dem Bereich der Präzisionsmotoren. Da Standardmotoren schneller verschleißen, ist eine halbjährliche Überprüfung empfehlenswert. Von Prototypenanwendern wurde insbesondere die deutlich verringerte Welligkeit der Kante und der einfachere Werkzeugwechsel hervorgehoben.
Schaftwerkzeuge fordern hochpräzisen Rundlauf
Im Unterschied zu Zerspanern und Sägeblättern sind Fräswerkzeuge empfindlich auf Rundlauffehler. Versuche zum Jointen von Werkzeugen haben gezeigt, dass bei Rundlauffehlern über etwa 3 µm die Oberfläche unabhängig von der Schneidenzahl des Werkzeuges nur von dem am weitesten vorstehenden Messer geformt wird. Das heißt auch, dass die Messerschlagweite nicht dem Zahnvorschub, sondern dem Vorschub pro Werkzeugumdrehung entspricht. Praktisch wird die Rundlaufabweichung immer durch eine Überlagerung von Außermittigkeit und Winkelfehlern gebildet. Bei dynamischer Betrachtung muss man die durch diese Fehler verursachte Unwucht mit berücksichtigen, die vor allem bei hohen Drehzahlen bzw. Winkelgeschwindigkeiten, wie man sie z. B. auf CNC-Bearbeitungszentren findet, eine erhebliche Rolle spielt.
Aufgrund der relativ geringen Steifigkeit von Schaftwerkzeugen führen diese unwuchterregten Kräfte zu elastischen und ggf. zu mikroplastischen Verformungen, die auch ohne Bearbeitungskräfte zum Bruch führen können. Die pr DIN EN 847-2 geht bei der Berechnung der Bruchsicherheit an Schäften von Schaftwerkzeugen, deren Flugkreisdurchmesser größer als der Schaftdurchmesser ist, sogar davon aus. Von Bearbeitungsprozessen mit sehr schlanken Schaftfräsern ist bekannt, dass bei zu hohem Schnittdruck oder schlechten Einspannverhältnissen die Schnittbreite eines Werkzeuges an der Werkstück-unterseite um einige Zehntel Millimeter größer sein kann, als der Durchmesser des Werkzeuges.
Auch bei den Schaftwerkzeugen hat sich in den letzten Jahren viel getan. An den CNC-Bearbeitungszentren ist die HSK 63 F-Schnittstelle auf dem Vormarsch, die die Einspanngenauigkeit um etwa den Faktor 2,5 verbessert. Die Werkzeuge selbst werden von den Markenherstellern sorgfältig gewuchtet und gewährleisten somit einen guten Rundlauf bei der Bearbeitung.
Reserven gibt es noch beim Umgang mit Spannsystemen, die mit ihrer Wiederholgenauigkeit an der Schnittstelle zum Werkzeug wesentlich für den Gesamtrundlauf und die Unwucht des Gesamtsystems Spindel – Spannsystem – Werkzeug verantwortlich sind. Neue Spannsysteme sind heute in aller Regel sehr genau. Je nach verwendetem Spannprinzip unterliegen sie aber u. U. einem raschen Verschleiß. So wird eine Spannzange bei jedem Werkzeugwechsel an ihrer Mantelfläche auf Reibung, Pressung und Scherung und bei den üblichen Verschmutzungen auch auf Abrasion beansprucht, was zu Setzungserscheinungen und Beschädigungen der Oberfläche führt. Innerhalb weniger Wochen stellt sich eine Einspannexzentrizität von etwa 0,02 mm ein. Nach einem Jahr sollten Spannzangen turnusmäßig ersetzt werden, da die Fehler bis auf 0,06 mm anwachsen können, was die Schnittqualität und damit den Werkzeugstandweg erheblich beeinträchtigt.
Deutlich besser in Genauigkeit und Verschleißbeständigkeit stellen sich die Hydrodehnspannfutter dar. Im Gebrauch stellt sich eine Einspannexzentrizität von etwa 0,01 mm ein, die über lange Zeiträume konstant bleibt. Diese Verbesserung gestattet z. B. Schaftwerkzeuge (außer Schaftmesserköpfen) in Absprache mit dem Hersteller bei höheren Drehzahlen und Vorschüben zu betreiben und damit deren Produktivität zu verbessern.
Einen vorläufigen Endpunkt dieser Entwicklung stellt das auf der LIGNAplus präsentierte Tribos-System von Leuco dar, dessen Einspannexzentrizität nur noch 0,003 mm (3 µm) beträgt. Damit ist dieses System “drehzahltauglich” bis 40 000 U/min und sorgt für ein Optimum an Schnittqualität und Werkzeugstandweg. o
Teilen:








{kind=link}