








Qualität und Wirtschaftlichkeit des Zuschnitts an vertikalen Plattenaufteilsägen hängen entscheidend von der Werkzeugauswahl ab. Gemeinsam mit Anwendern entwickelte neue Werkzeuge versprechen bessere Schnittqualität und deutlich längere Standwege.
Bei vertikalen Plattenaufteilsägen hat sich die Kombination eines Ritzwerkzeuges mit einem Hauptsägeblatt durchgesetzt (Bild 1), so dass sichergestellt ist, dass beide Oberflächen einer zu trennenden Platte ausrissfrei geschnitten werden können. Das Ritzsägeblatt arbeitet im Gleichlauf mit einer Ritztiefe von ca. 1,5 mm, das Hauptsägeblatt durchtrennt die Platte nach dem Ritzen mit einem konstanten Überstand des Hartmetallzahnes über der Plattenoberfläche, wobei dieser Überstand nicht nur für alle Plattendicken konstant gehalten wird, sondern maschinenbedingt relativ gering ausfällt.
Die Problematik des geringen Werkzeugüberstands
Die konstruktive Auslegung des Sägenaggregates bei der vertikalen Plattenaufteilsägemaschine sieht nicht vor, den Überstand wie bei einer Formatkreissäge an die Bearbeitungsaufgabe anpassen zu können. Stumpft das Sägeblatt im Laufe seines Einsatzes ab, besteht nicht die Möglichkeit, durch Erhöhung des Sägenüberstandes über der Plattenoberfläche die Standzeit zu verlängern. Diese Gegebenheit führt dazu, dass häufig Dach-Hohlzahn-Sägeblätter (DH) eingesetzt werden, die durch ihre besondere Schneidengeometrie auch bei geringen Sägeblattüberständen eine ausrissfreie Schnittkante auf der Eintrittseite ermöglichen. Nachteilig reduziert die empfindliche, schnittfreundliche DH-Schneidengeometrie den Standweg des Sägeblattes. Daher werden auch bei den horizontalen Plattenaufteilanlagen nur äußerst selten DH-Sägeblätter innerhalb einer Werkzeuggarnitur Ritzsägeblatt – Hauptsägeblatt verwendet. Dagegen kommen dort Hauptsägeblätter mit der Zahnform Trapez-Flach (TF), Trapez-Trapez (TT) und Trapez (Flach-Fase) zum Einsatz, die eine wesentlich längere Standzeit als DH-Kreissägeblätter erreichen.
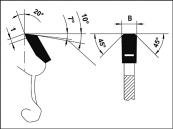
Es liegt deshalb nahe, auch für die vertikalen Plattenaufteilsägemaschinen die Kombination von Ritzsägeblatt mit einem TF-Kreissägeblatt oder einem Kreissägeblatt mit der Zahnform Flach-Fase zu verwenden. Diesen Ansatz hat das Guhdo-Werk verfolgt und dabei die Gegebenheiten der vertikalen Plattenaufteilsäge bei der Kreissägeblattkonstruktion berücksichtigt. Wie Bild 2 zeigt, ergeben sich für den Sägezahn beim Eintritt in die Plattenoberfläche ganz unterschiedliche Eingriffswinkel, die im Wesentlichen vom Sägenüberstand und dem Spanwinkel des Kreissägeblattes abhängen. Weil bei vertikalen Plattenaufteilsägen der Überstand des Sägezahns über die Platte konstant gehalten wird, besteht bei diesem Maschinentyp nur die Möglichkeit, über den Spanwinkel die Eintrittsbedingung für den Sägezahn günstig zu beeinflussen.
Mit zunehmendem Spanwinkel verkleinert sich der Zahneingriffswinkel, an den unterschiedlichen Zahnstellungen zur Plattenoberfläche wie in Bild 2 zu erkennen. Mit kleiner werdendem Zahneingriffswinkel wird die Oberfläche der beschichteten Spanplatte aggressiver angeschnitten und getrennt. Im Laufe des Abstumpfungsprozesses des Sägezahnes an der Schneidkante entsteht der so genannte Mikrowinkel am Zahn, der den ursprünglich angeschliffenen Sägezahn-Spanwinkel verkleinert. Es ist deshalb sinnvoll, eine Qualitätsgrenzlinie für den Zahneingriffswinkel festzulegen, damit auch bei abgestumpften Sägezähnen noch eine ausreichende Schnittqualität erzielt wird (Bild 3).
Neue Zahnform verbessert Schnittqualität
Der Werkzeughersteller Guhdo hat sich diesen systematischen Zusammenhang zwischen Spanwinkel und Zahneingriffswinkel zunutze gemacht und ein neues Sägeblatt entwickelt, das dem geringen Überstand des Sägeblattes über der Plattenoberfläche bei der vertikalen Plattenaufteilsäge Rechnung trägt. Durch umfangreiche Versuche mit verschiedenen Zahnformen wurde die Standweg-optimale Zahnform ermittelt, die in Bild 4 dargestellt ist. Ziel dieser Entwicklung ist es gewesen, ein Sägeblatt mit möglichst langer Standzeit und gleichzeitig geringer Zähnezahl für den Plattenzuschnitt zu verwenden, um auch beim Nachschärfen die Werkzeugkosten zu verringern. So wurde für die Striebig Compact ein Sägeblatt Ø 254 x 3,2/2,2 Z42T entwickelt, das gegenüber den DH-Sägeblättern mit 48 Zähnen und den TF-Sägeblättern mit Z80 mindestens eine Standwegverdoppelung bewirkt. Erreicht wird dieses durch einen extrem ziehenden Schnitt des Sägeblattzahnes mit seiner Anfasung (Bild 4), der sowohl beschichtete Spanplatten als auch furnierte Platten ausrissfrei trennt. Der Anschnitt und somit der Schnittprozess des Sägezahnes im Werkstück während des Sägenvorschubs ist in Bild 5 erkennbar: Die angefasten Zähne schneiden das Material konisch vor, bevor die Schneidenecke die Schnittkante fertig stellt. Mit dem aggressiven Spanwinkel, der Anfasung aller Zähne auf gleichem Schneidenflugkreis und der Verringerung der Zähnezahl ist es gelungen, die Werkzeugwechselhäufigkeit wesentlich zu verringern. Beigetragen zu dieser Standwegverlängerung hat auch das optimierte Ritzsägeblatt, das zusammen mit dem Hauptsägeblatt als Sägenset, ähnlich wie bei den horizontalen Plattenaufteilsägen, eingesetzt wird (Bild 6).
Sägensatz für höhere Wirtschaftlichkeit
Bei diesem Satz ist die Schnittbreite des Ritzsägeblattes an die des Hauptsägeblattes angepasst (Bild 6). Das Sägenaggregat trägt dabei nicht mehr ein zweiteiliges Ritzwerkzeug, das selbstverständlich auch eingesetzt werden kann, sondern ein einteiliges, robustes und auf lange Standwege ausgerichtetes Ritzsägeblatt mit hoher Planlaufgenauigkeit. Die Zahnform des Ritzsägeblattes ist speziell auf die Bedingungen der Gleichlaufspanung hin optimiert, die Hartmetallsorte setzt auch harten Beschichtungswerkstoffen einen hohen Verschleißwiderstand entgegen. Der Sägensatz wird in einer Holzkiste geliefert und muss als Satz dem Schärfdienst gegeben werden. Dieser hat dann darauf zu achten, dass beim Schleifen die Schnittbreitendifferenzen zwischen Hauptsägeblatt und Ritzsägeblatt erhalten bleiben. Der Anwender sollte ein Wechselset zur Verfügung haben, damit er jeweils einen Satz dem Schleifdienst geben kann. Selbstverständlich ist bei der Montage des Sägensatzes darauf zu achten, dass die Flanschflächen frei von Staub und frei von Rost sind, sodass der Planlauf sowohl vom Hauptsägeblatt als auch vom Ritzsägeblatt gewährleistet ist.
Systematisch besser
Guhdo-Werk hat diesen Set-Gedanken auf die Maschinengruppe der vertikalen Plattenaufteilsägen mit Ritzaggregat angewendet und eine Sägeblattfamilie geschaffen (Bild 7). Je nach Maschinentyp ergeben sich unterschiedliche Ritzsägeblatt-Hauptsägeblatt-Kombinationen, beispielsweise für die Striebig Standard mit optionalem anzuflanschendem Ritzaggregat, den HolzHer-Maschinen Typ 1225 und 1230 mit Ritzaggregat (linke Setkombination in Bild 7) und für die Striebig Compact (rechte Bildhälfte) sowie für die modernen Striebig Maschinen Evolution und Control (diagonale Anordnung). Wegen der außerordentlichen Leistungsfähigkeit dieser neuen Sägensatz-Kombinationen hat Ghudo diese Baureihe unter dem Begriff VPS (Vertikal Power Saw) zusammengefasst. Hier die Nutzungsvorteile:
- doppelte Standzeit
- weniger Hartmetallzähne, einfache Nachschärfung
- weniger Verharzung durch spezielle Schneidengeometrie
- schneller Set-Werkzeugwechsel ohne Einstellung der Maschine
- kein Plattenhinterlegen zum Standzeitende hin
- kostengünstige Qualitätslösung.
Viele Nachteile der bisherigen Kreissägeblätter werden mit der VPS-Werkzeuggruppe von Ghudo eliminiert. Ohne die tatkräftige Unterstützung der Schreinerei Holtwick in Solingen wäre diese Entwicklung nicht möglich gewesen.
Teilen:








{kind=link}