








Viele Schreinereien sind mit Maschinen technisch bestens ausgestattet. Erstaunlich ist hingegen, welche Strukturen und Abläufe in manchen Betrieben anzutreffen sind, sobald man nicht mehr an die Abläufe der Maschinen gebunden ist. Sobald nämlich besonders produktive Maschinenparks in den Firmen vorhanden sind, wird meist der nächste Engpass offenbar: die Arbeitsvorbereitung.
In einem 20-Mann-Betrieb wird üblicherweise von jedem Mitarbeiter sein eigenes, recht individuelles Lagerkonzept verfolgt und auch umgesetzt. Dies ist an einem einfachen Beispiel sichtbar: Die Flasche Flüssigscheuermittel ist beim einen Mitarbeiter zu Hause im Schrank am Treppenflur, beim nächsten in der Küche unter der Spüle, beim andern in der Küche neben der Spüle im Schrank, wieder jemand anderes hat sie im Bad unter dem Waschbecken, ein anderer bringt sie im Bad neben dem Waschbecken unter.
Genau derselbe Effekt herrscht in produzierenden Firmen mit den verschiedenen Materialien. Und dies führt zu inakzeptablen Suchzeiten in den Betrieben.
Wenn jeder Mitarbeiter sein Süppchen kocht …
Leider sind in einem 20-Mann Betrieb 20 verschiedene Köpfe damit beschäftigt, auch 20 verschiedene Formen von Ordnung zu etablieren. Der oberste (Chef-) Kopf ist dann derjenige, der sich am meisten über die 19 anderen ärgert, schließlich sieht er ja selbst, zu welchem Chaos dies führt.
Noch dazu ist es nicht möglich, den Überblick über vorhandene Bestände zu behalten – was dazu führt, dass die produktiven Maschinenparks so uneffektiv arbeiten, wie es die vorgelagerten Abläufe in den Werkstätten vorgeben.
Produktive Maschinen: Herausforderung für die AV
Bei jeder Anschaffung einer Maschine mit höherer Produktivität wird der Engpass in der Arbeitsvorbereitung aufgrund des höheren möglichen Tempos in der Fertigung größer. Dementgegen lassen die vorhandenen historischen Strukturen jedoch meist ein schnelleres Tempo in der Arbeitsvorbereitung nicht zu.
So müssen die Mitarbeiter ständig zum Werkstattleiter oder zum Lagerregal für Kanten, Platten, Schichtstoff usw. pendeln, um nachzufragen, welche Materialien im Betrieb stehen und was sie bestellen müssen. Der Werkstattleiter ist wiederum nur damit beschäftigt, seine Mitarbeiter und seinen Materialbestand zu überwachen, von Fertigungsplanung ist häufig keine Rede mehr. Beide sollten wie bei der Post früher Sohlengeld für durchgelaufene Schuhe erhalten! Fazit: Spätestens, wenn die heutigen Standardmaschinen liegende Plattensäge, Kantenautomat, CNC vorhanden sind, ist die Arbeitsvorbereitung der Engpass!
Schmerzensgeld anstelle von Gehalt?
Aufgrund der ständigen Laufereien und Wegezeiten der Arbeitsvorbereiter sind diese mit ihren Projekten völlig überlastet und brauchen viel zu lange, um die Projekte vorzuplanen. Doch Achtung: Jeder hier begangene Fehler rächt sich quasi im Quadrat, wenn er erst in der Werkstatt falsch umgesetzt wurde.
Ab einem bestimmten Leidensdruck wird in großen Betrieben üblicherweise ein weiterer Arbeitsvorbereiter eingestellt, denn man „braucht“ ihn ja, man ist in beschriebener Weise überlastet.
Anstatt das System so zu strukturieren, dass die vorhandene Mitarbeiterzahl für die Vorbereitung der Projekte genügt, bekommt ein „Neuer“ also die nicht mehr zu bewältigenden Projekte übertragen. Sehr schnell ist auch dieser „eingearbeitet“, das heißt überlastet von sinnloser Informationsbeschaffung, um irgendwie planen zu können. Er bekommt auch kein Gehalt, sondern eher „Schmerzensgeld“ für das Übertragen unerträglicher und eigentlich unzumutbarer Arbeitsbelastung.
Leider gehen jetzt die Erträge in den Keller – das nicht funktionierende System ist ja noch dasjenige, das zu anderen organisatorischen Strukturen passt. Jetzt wird auch noch die finanzierende Bank nervös und der Inhaber wird von der Anforderung von Unterlagen durch den Banker zusätzlich gestresst.
Als Lösung sieht der Chef nur, den zusätzlichen Arbeitsvorbereiter wieder abzuschaffen und dessen Arbeit selbst zu übernehmen. Nun agiert der Betrieb jedoch am Rande der Existenz: Der Inhaber ist der Engpass und solange er sich weigert, ein System zu schaffen, das ohne ihn (und ohne zusätzliche Lohnkosten) funktioniert, wird der Betrieb am Gewinn gehindert.
Nicht die vorübergehende Delle im Gewinn ist für die Bank jetzt bedrohlich, sondern das Beibehalten des nicht mehr funktionerenen Systems! Solange die Bank hier keinen Verhaltenswechsel erkennen kann, bleibt der Betrieb auf der „Liste der gefährdeten Arten“.
„Mit eigenen kleinen Schritten weiterkommen“, ist die häufigste Aussage, die ich im Zusammenhang in dieser Betriebsgröße höre. Leider haben es die „eigenen kleinen Schritte“ häufig erst zur Zuspitzung der Probleme kommen lassen. Was nötig wäre, ist meist ein Systemwechsel.
In größeren Betrieben – ab ca. 30 Mitarbeitern – wird (meist) unnötigerweise nicht selten ein ungelernter Helfer (er darf ja unproduktiv nichts kosten) als Lagerist eingestellt. Dieser wurstelt sich dann irgendwie so durch. Für den Chef ist das Problem zunächst gelöst, denn er bezahlt ja ebenfalls jemandem „Schmerzensgeld“ für die Delegation des Problems und nicht für die Lösung.
Im nächsten Schritt werden in diesen Firmen oft die Lager angebaut in der Hoffnung, den schnell produzierenden Maschinen hinterherzukommen. In der Realität bedeutet dies oft, dass noch mehr Chaos vorgehalten wird.
Zeit- und kostensparende Konzepte gefragt
Zunächst müssen die Abläufe in der Arbeitsvorbereitung grundlegend neu strukturiert werden. Denn dort findet die Disposition (Bestellung) statt, die am Anfang der Chaos auslösenden Kette steht. Mit der Erarbeitung der korrekten Abläufe steht und fällt die Produktivität der Arbeitsvorbereitung und damit der Produktion. Dabei muss immer die vorhandene Betriebsstruktur berücksichtigt werden.
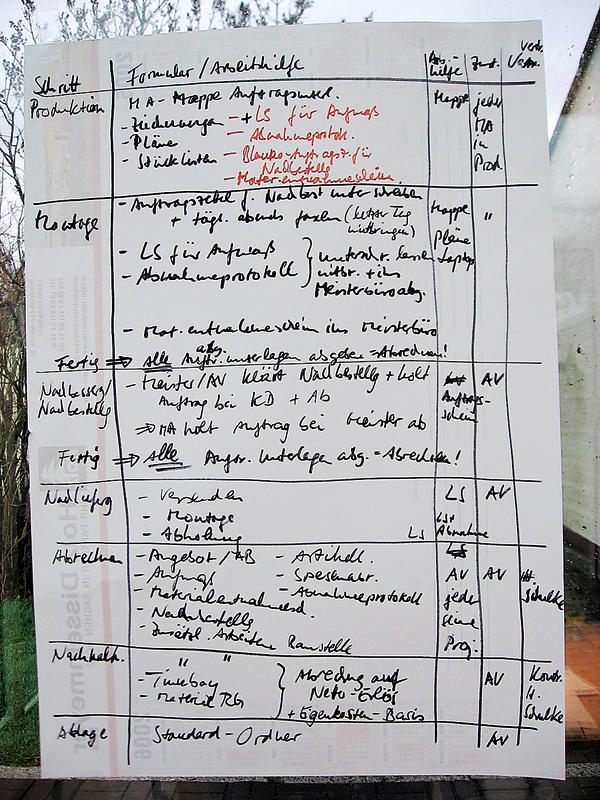
Kreative, selbst erstellte Formulare werden sinnvollerweise vereinheitlicht und allen Kollegen zugänglich gemacht. Auf den eigenen PC´s zum Schutz abgelegte Dateien haben dort nichts zu suchen und werden ins Netz gestellt, um allen zumindest schreibgeschützt zur Verfügung zu stehen. Die vorhandenen Abläufe und Arbeitshilfen werden offen gelegt, denn häufig sind nur Teile davon bei allen Beteiligten bekannt, weil jeder in der eingangs aufgezeigten Art und Weise sein eigenes System aufgebaut hat. Die benötigten Formulare und Arbeitshilfen werden aufeinander abgestimmt und optimiert. Das Foto auf der gegenüberliegenden Seite zeigt „Optimierungsansätze“ für eine Schreinerei, festgehalten auf einem Flipchart.
Als nächstes werden die Abläufe mit der Disposition verknüpft. Sobald diese Abläufe stimmen, kann betriebsindividuell eine Liste der am häufigsten benötigten Materialien erstellt werden. Diese Materialliste ist es, die dann 1:1 im „Clean-Up-Projekt“ im Lager umgesetzt wird.
Ist dies erfolgreich geschehen, braucht kein Projektleiter mehr in die Werkstatt laufen, um nach dem Material zu suchen und andere mit Fragen nach dem Bestand von der Arbeit abzuhalten. Im Gegenzug muss auch kein Werkstattmitarbeiter mehr ins Büro rennen, um zu melden, dass das Kantenmaterial XY im Begriff ist auszugehen.
Gute Organisation bedeutet höhere Produktivität
Lageroptimierung ist zwingend notwendig, um sicherzustellen, dass die optimierten Abläufe in der Arbeitsvorbereitung sozusagen körperlich mit Material in der Werkstatt hinterlegt werden können. Auch die Zuordnung des Materials im Clean-Up-Projekt kann nur aufgrund sorgfältiger vorheriger Planung erfolgen.
Denn erst, wenn die Materialien definiert und verlässlich im Betrieb vorhanden sind, können die Mitarbeiter in der Arbeitsvorbereitung die anstehenden Projekte sicher und zuverlässig planen.
Parallel dazu wird ein neues Konzept der Warenannahmeprüfung entwickelt, das keine Fehlmengen im Betrieb mehr zulässt. Die Disposition wird als Verwaltungsvorgang für standardisierte Artikel von fachfremden Büromitarbeitern fehlerfrei geleistet, die unnötige Rechnungsprüfung ebenso.
Damit hat man schließlich den gesamten Warenstrom im Betrieb gut im Griff – und kann sich deutlich effektiver auf produktive Tätigkeiten beschränken. ■
Teilen:
 ERP-Branchensoftware für Tischler und Schreiner
ERP-Branchensoftware für Tischler und Schreiner







{kind=link}