






Holz unterliegt bei der Verwendung im Innen- und Außenbereich sehr unterschiedlichen technologischen und ästhetischen Anforderungen. Nicht immer kann Holz von Hause aus diese Anforderungen erfüllen. Seit mehreren Jahren wird deshalb intensiv an Modifikations- verfahren für Holz gearbeitet. Von besonderer Bedeutung ist derzeit thermisch behandeltes Holz, für das der Markt eine zunehmende Nachfrage verzeichnet.
Holz weist aus technologischer, gestalterischer und ökologischer Sicht viele Vorteile gegenüber anderen Werkstoffen auf. Diesen Vorteilen stehen aber für bestimmte Anwendungen Nachteile, wie die relativ geringe Dimensionsstabilität bei Feuchtewechseln sowie eine z.T. geringe natürliche Dauerhaftigkeit des Holzes gegenüber. Dies führt dazu, dass Verbraucher dem Werkstoff Holz insbesondere bei einer Verwendung im Außen- oder Feuchtraumbereich bzw. bei sehr hohen Anforderungen an die Dimensionsstabilität kritisch gegenüber stehen. Diese Problematik verschärft sich noch, wenn aus ökologischen und/oder ökonomischen Gründen für diese Anwendungsbereiche ausschließlich heimische Baumarten, die häufig eine vergleichsweise geringe, natürliche Dauerhaftigkeit und ein nur mäßiges Stehvermögen aufweisen, berücksichtigt werden sollen.
Beflügelt durch die starke Nachfrage nach Hölzern für den Außenbereich (Fassadenverkleidungen, Garten- und Landschaftsbau, Gartenmöbel), werden verstärkt Verfahren zur Modifikation von Holz entwickelt, um ungünstige Gebrauchseigenschaften des Holzes zu verbessern (eine Übersicht zu den Holzmodifikationsverfahren findet sich in BM 5/2007, Krause A.: „Aufgepeppter Naturstoff“). Am weitesten fortgeschritten ist hierbei die thermische Modifikation des Holzes, die mittlerweile nach mehreren Verfahren durchgeführt wird. Europaweit beträgt derzeit die Produktionskapazität für thermisch behandeltes Holz ca. 200 000 m³ pro Jahr.
Hitzebehandlung verändert die chemische Struktur
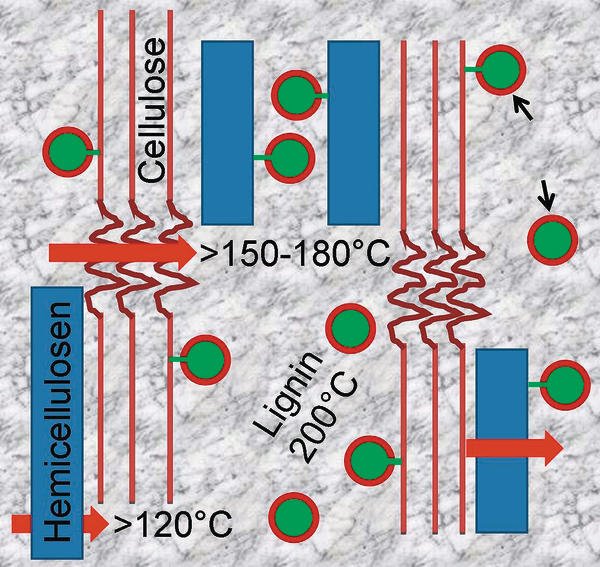
Das ursprüngliche Ziel der thermischen Behandlung war es, die für das Quellen und Schwinden des Holzes verantwortlichen „hydrophilen“ Gruppen des Holzes (chemisch im wesentlichen –OH Gruppen) zu verändern, um die Anlagerung von Wasser an die Cellulosefibrillen („-fäden“) und die Hemicellulosen des Holzes zu vermindern (siehe Grafik, Seite 57). Durch eine verminderte Wasseraufnahme und die Modifikation der chemischen Endgruppen sollte gleichzeitig die Widerstandsfähigkeit des Holzes gegen mikrobiellen Angriff erhöht werden. Tatsächlich wird auch die chemische Struktur des Holzes bei Temperaturen über 130 °C so verändert, dass die Wasseraufnahme (Dimensionsstabilität) und die Zugänglichkeit des Holzes für einen Abbau durch holzzerstörende Pilze deutlich vermindert werden.
Neben diesen gewünschten Reaktionen führt eine Hitzebehandlung aber auch zu weiteren unerwünschten Veränderungen der Hauptbestandteile des Holzes, nämlich sowohl der Cellulose und Hemicellulosen als auch des Lignins. Bereits bei Temperaturen über 120 °C werden die Hemicellulosen aufgebrochen. Bei Temperaturen von über 150 – 180 °C werden die Celluloseketten vorwiegend in den amorphen („nicht geordneten“) Bereichen gespalten. Dies führt dazu, dass die Cellulose thermisch behandelten Holzes einen höheren Kristallisationsgrad („höherer Anteil geordneter Celluloseketten“), aber eine niedrigere Kettenlänge aufweist. Für den Verarbeiter hat dies zur Folge, dass thermisch modifiziertes Holz deutlich spröder ist und verminderte Festigkeitseigenschaften gegenüber unbehandeltem Holz aufweist.
Die Hitzebehandlung führt ferner zu Veränderungen der chromophoren („farbgebenden“) Gruppen des Holzes, wodurch die deutlich dunklere Farbe des thermisch behandelten Holzes entsteht.
Lignin als dritte wesentliche chemische Komponente des Holzes ist relativ temperaturstabil. Deutliche Veränderungen treten hier erst bei Temperaturen über 200 °C auf.
Die technischen Verfahren zur Herstellung thermisch modifizierten Holzes haben deshalb zum Ziel, die Prozessparameter so zu wählen, dass eine günstige Balance zwischen den angestrebten Eigenschaftsverbesserungen (Dimensionsstabilität, Dauerhaftigkeit, evtl. Farbe) und den unerwünschten Veränderungen (Versprödung, Festigkeitsverlust, evtl. Farbe) gefunden wird. Dementsprechend wurden verschiedene technische Verfahren für die thermische Behandlung von Holz entwickelt, die derzeit parallel in der Praxis angewandt werden.
Verschiedene Verfahren der Herstellung
Verschiedene Parameter beeinflussen das Ergebnis einer Temperaturbehandlung des Holzes. Die wichtigsten sind: Die Holzart, die Temperatur, die Holz-/Luftfeuchte, die Behandlungsdauer und der Sauerstoffgehalt der Atmosphäre. In Abhängigkeit von der Prozessführung dieser Parameter haben sich mehrere Verfahren etabliert, wobei insbesondere vier Verfahren (und davon abgeleitete Verfahren), die sich hinsichtlich der Wärmeübertragung und der Sauerstoffzufuhr unterscheiden, angewandt werden (Tabelle 1).
Allen Verfahren gemein ist, dass sie sowohl für die thermische Behandlung von Nadel- und Laubhölzern angewandt werden. Die thermische Modifikation des Holzes ist dann vor allem unter wirtschaftlichen Gesichtspunkten attraktiv, wenn preiswerte Hölzer, die eine geringe natürliche Dauerhaftigkeit und/oder eine geringe Dimensionsstabilität aufweisen, verwendet werden. Dementsprechend wird für die Hitzebehandlung überwiegend Fichte (Tanne), Kiefer, Buche, Pappel, Birke und in geringerem Umfang Esche eingesetzt. Die Behandlung erfolgt überwiegend an Vollholz, zum Teil werden aber auch Furniere hitzebehandelt.
Aufgrund des raschen Abbaus der Cellulose und der Hemicellulosen des Holzes bei hohen Temperaturen und langer Behandlungsdauer, wird entweder mit relativ niedrigen Temperaturen und einer relativ langen Behandlungsdauer (Plato-Verfahren, VTT-Verfahren) oder mit relativ hohen Temperaturen und einer kurzen Behandlungsdauer (Retifikations-Verfahren, Öl-Hitze-Verfahren) gearbeitet. Bei den beiden letztgenannten Verfahren sowie beim Plato-Verfahren findet die Hitzebehandlung unter teilweisem oder vollständigem Sauerstoffausschluss statt. Dies hat den Vorteil, dass oxidative Reaktionen, die wesentlich zum Festigkeitsverlust des Holzes beitragen, vermindert werden. Das in Finnland entwickelte VTT-Verfahren (ThermoWood) ist hingegen ein einstufiges Verfahren, wobei die Hitzebehandlung in einer Wasserdampfatmosphäre erfolgt. Das Verfahren ist dementsprechend relativ kostengünstig technisch realisierbar. Derzeit werden 60 – 70 % des in Europa produzierten, thermisch behandelten Holzes nach dem VTT-Verfahren oder davon abgeleiteter Verfahren hergestellt.
Sowohl positive als auch negative Holzeigenschaften
Je nach Herstellungsverfahren unterscheiden sich die Eigenschaften des thermisch modifizierten Holzes deutlich, weshalb der Verwender entscheiden muss, welcher Hersteller für seinen Verwendungsbereich das geeignetste Holz liefert. Um dem Holzhandel, den Weiterverarbeitern sowie Endkunden eine Entscheidungshilfe zu geben, wurde mittlerweile die Technische Spezifikation CEN/TS 15679 „Thermisch modifiziertes Holz – Definitionen und Eigenschaften“ erarbeitet, nach der bei entsprechend gekennzeichneten Produkten im Rahmen der werkseigenen Qualitätskontrolle wesentliche Eigenschaften zu dokumentieren sind und die Vornorm-Charakter hat.
Unabhängig hiervon lassen sich aber einige generelle Aussagen zu den Eigenschaften des am Markt angebotenen thermisch behandelten Holzes treffen (Tabelle 2). Die verminderte Feuchtigkeitsaufnahme und Holzgleichgewichtsfeuchte thermisch behandelten Holzes führt zu einer deutlich verbesserten Dimensionsstabilität des Holzes. Die thermische Behandlung ist deshalb z. B. für Buche, die von Hause aus ein relativ ungünstiges Quell- und Schwindverhalten aufweist, besonders attraktiv.
Die verminderte Feuchtigkeitsaufnahme trägt auch zu der erhöhten Dauerhaftigkeit des hitzebehandelten Holzes gegen holzzerstörende Pilze bei. Ferner wird der Pilzangriff durch die Veränderung der für den Holzabbau wichtigen chemischen Gruppen des Holzes sowie durch den Abbau der Hemicellulosen erschwert. Nicht oder mäßig dauerhafte Hölzer (Dauerhaftigkeitsklassen 3 – 5) erreichten in Labor- und Freilandprüfungen nach der thermischen Behandlung teilweise die Dauerhaftigkeitsklassen 1 (sehr dauerhaft) und 2 (dauerhaft). Dies gilt allerdings nur, wenn das Holz nicht im Erdkontakt eingesetzt wird. Thermisch behandeltes Holz weist auch keine erhöhte Resistenz gegenüber Termiten auf.
Aus den oben genannten Gründen weist thermisch behandeltes Holz deutlich niedrigere Festigkeiten als unbehandeltes Holz auf, was bei der Dimensionierung von Werkstücken zu berücksichtigen ist. Insbesondere bei dynamischer Belastung (z. B. Stoßbelastung) ist die Festigkeit deutlich vermindert. Thermisch behandeltes Holz ist deshalb für mechanisch stark belastete Bauteile nicht geeignet.
Zudem weist das hitzebehandelte Holz eine geringere Zähigkeit und einen verminderten Abriebwiderstand gegenüber unbehandeltem Holz auf, was z. B. beim Einsatz von thermisch behandeltem Holz als Bodenbelag berücksichtigt werden sollte.
In der Vergangenheit wurde die Dunkelfärbung des hitzebehandelten Holzes von den Verwendern als Nachteil empfunden. Bedingt durch den aktuellen Trend zu dunkleren Hölzern, wird aber derzeit verstärkt thermisch behandeltes Holz auch unter gestalterischen Aspekten nachgefragt, was dem Werkstoff neue Einsatzbereiche erschließt. Die Farbänderung erstreckt sich über die gesamte Querschnittsfläche des behandelten Holzes (auch Splint-Kernbereiche), so dass ein einheitliches farbliches Erscheinungsbild des Holzes gewährleistet ist. Die hitzebedingte Farbveränderung des Holzes ist allerdings nicht UV-stabil, weshalb thermisch behandeltes Holz – insbesondere bei Anwendung im Außenbereich – stark zum Vergrauen neigt. Dementsprechend beschäftigen sich derzeit mehrere Forschungsvorhaben mit der Entwicklung von transparenten Oberflächenbehandlungen (UV-Schutz) für thermisch behandeltes Holz.
Durch die Hitzebehandlung hat das Holz einen produktspezifischen Geruch (klingt im Laufe der Zeit ab).
Breite Anwendungsbereiche für hitzebehandeltes Holz
Hitzebehandeltes Holz wird besonders dort eingesetzt, wo hohe Dimensionsstabilität in Verbindung mit einer hohen Dauerhaftigkeit gegenüber holzzerstörenden Pilzen gefordert ist. Dementsprechend lagen die ersten Anwendungen im Bereich von Außenverkleidungen, Terrassen, Zäunen und Gartenmöbeln. Mittlerweile liegen von einer Vielzahl von Objekten mehrjährige Erfahrungen zum Verhalten von hitzebehandeltem Holz im Außenbereich unter Praxisbedingungen vor, die bestätigen, dass thermisch behandeltes Holz in vielen Bereichen eine echte Alternative zum Einsatz dauerhafter Tropenhölzer oder chemisch behandelter Hölzer darstellt.
Mittlerweile werden auch Fensterkanteln aus thermisch modifiziertem Holz (komplett thermisch modifiziert oder thermisch modifiziert in der Außenlage) angeboten. Hierfür liegt seit kurzem ein Merkblatt des Verbandes der Fenster- und Fassendenhersteller (VFF/RAL-Gütegemeinschaft) vor, das die Prüfverfahren zur Bestimmung der Eigenschaften modifizierter Hölzer für den Einsatz im Fensterbau regelt (VFF-Merkblatt HO.06-4). Derzeit ist ein thermisch modifiziertes Produkt in der Prüfung auf Zulassung.
Ausgehend von diesen positiven Erfahrungen im Außenbereich, hat sich hitzebehandeltes Holz auch neue Einsatzbereiche im Saunabau sowie im Bad-/Wellnessbereich erschlossen, wo ebenfalls hohe Anforderungen an die Dauerhaftigkeit und an das Stehvermögen des Holzes gestellt werden.
Neben diesen technischen Kriterien, spielen in diesem Bereich auch die dekorativen Eigenschaften für die Materialauswahl eine bedeutende Rolle. Folgerichtig wird dem derzeitigen Farbtrend folgend, thermisch behandeltes Holz (überwiegend Buche und Esche) auch im Innenausbau und Möbelbau eingesetzt, wobei sich auch die höhere Dimensionsstabilität positiv auf die Herstellung und den Gebrauch des Möbelstücks auswirkt. Einen besonderen Farbakzent setzen hierbei einige Hersteller durch den Einsatz thermisch behandelter Furniere für die Erzeugung von Farbkontrasten in Sperrholz und Sperrholzformteilen.
Eine weitere, sehr neue Entwicklung geht dahin, thermisch modifiziertes Holz aufgrund des extrem guten Stehvermögens als wichtige Systemkomponente im Musikinstrumentenbau zu etablieren.
Besonderheiten in der Verarbeitung
Für die spanende Bearbeitung wird wegen der Stäube das Tragen einer Schutzmaske empfohlen. Die Verleimung/Verklebung ist mit handelsüblichen Leimen/Klebern möglich, wobei darauf zu achten ist, dass bei der Verwendung von wasserbasierten Produkten aufgrund der verminderten Feuchtigkeitsaufnahme des Holzes längere Presszeiten gewählt werden sollten. In der Praxis haben sich Zweikomponentenkleber auf Polyurethanbasis besonders bewährt. Bei der Verleimung/Verklebung von behandeltem und unbehandeltem Holz ist das deutlich verminderte Quellen und Schwinden des modifizierten Holzes zu berücksichtigen.
Für viele Bereiche eine echte Alternative
Im Hinblick auf den Einsatz von thermisch modifiziertem Holz ist besonders hervorzuheben, dass die technologische Entwicklung soweit fortgeschritten ist, dass hitzebehandeltes Holz eine echte Alternative darstellt, wenn hohe Dimensionsstabilität in Verbindung mit einer hohen Dauerhaftigkeit gefordert wird. Aktuell kommt auch der Trend zu dunkleren Hölzern dem Einsatz von thermisch behandeltem Holz entgegen. Diesen Vorteilen stehen aber auch weiterhin Nachteile, wie z. B. deutlich verminderte Festigkeiten und Versprödung des Holzes gegenüber, die die Verwendungsmöglichkeiten dieses neuen Werkstoffes begrenzen.
Derzeit gibt es eine Vielzahl von Herstellern, die hitzebehandeltes Holz nach unterschiedlichen Verfahren herstellen, weshalb der Anwender entscheiden muss, ob und wenn ja, welches thermisch behandelte Holz für seinen Anwendungsbereich am geeignetsten ist. Dementsprechend konzentrieren sich zurzeit viele Anstrengungen auf den Bereich Normung und Qualitätssicherung thermisch modifizierter Hölzer und Holzprodukte. ■
Teilen:
 Raffir stabilisiert Hölzer mit Kunstharz
Raffir stabilisiert Hölzer mit Kunstharz







{kind=link}